 Os óleos e fluidos de tratamento térmico são concebidos para um arrefecimento rápido ou controlado do aço ou outros metais como parte de um processo de endurecimento, têmpera ou outro processo de tratamento térmico. O óleo de têmpera tem duas funções principais. Ele facilita o endurecimento do aço através do controle da transferência de calor durante a têmpera, e melhora o molhamento do aço durante a têmpera para minimizar a formação de gradientes térmicos e transformacionais indesejáveis que podem levar ao aumento da distorção e rachaduras.
Os óleos e fluidos de tratamento térmico são concebidos para um arrefecimento rápido ou controlado do aço ou outros metais como parte de um processo de endurecimento, têmpera ou outro processo de tratamento térmico. O óleo de têmpera tem duas funções principais. Ele facilita o endurecimento do aço através do controle da transferência de calor durante a têmpera, e melhora o molhamento do aço durante a têmpera para minimizar a formação de gradientes térmicos e transformacionais indesejáveis que podem levar ao aumento da distorção e rachaduras.
O óleo tem uma grande vantagem sobre a água devido ao seu maior intervalo de ebulição. Um óleo típico tem um intervalo de ebulição entre 450ºF (230ºC) e 900ºF (480ºC). Isto faz com que a etapa de resfriamento por convecção mais lenta comece mais cedo, permitindo a liberação de tensões de transformação, que é o maior problema com o resfriamento rápido da água. O óleo é, portanto, capaz de apagar formas intricadas e ligas de alta dureza.
O processo de têmpera
Quando fluidos de tratamento térmico são usados para têmpera de metais, o resfriamento ocorre em três estágios distintos: ebulição de filme, ebulição do núcleo e transferência de calor por convecção.
Fervura do filme
Fervura do filme, também conhecida como estágio de “manta de vapor”, ocorre na imersão inicial. O contacto entre a superfície do metal quente e o quenchant cria uma camada de vapor (conhecido como fenómeno Leidenfrost) devido ao fornecimento de calor ser maior do que o que é transportado. A estabilidade da camada de vapor, e portanto a capacidade do óleo de endurecer o aço, depende das irregularidades da superfície do metal, dos óxidos presentes, dos aditivos de molhagem superficial (que aceleram a molhagem e desestabilizam a camada), e da composição molecular do óleo de têmpera (incluindo a presença de subprodutos mais voláteis da degradação do óleo). O resfriamento nesta fase é uma função da condução através do envelope de vapor e é relativamente lento já que a manta de vapor atua como um isolante.
Nucleate Boiling
Como a peça esfria, a manta de vapor colapsa em pontos e o núcleo de ebulição (ebulição violenta do quenchant) resulta. A transferência de calor é mais rápida durante esta etapa, com coeficientes de transferência de calor às vezes acima de duas ordens de magnitude maior do que durante a ebulição do filme, em grande parte devido ao calor da vaporização. O ponto de ebulição do supressor de calor determina a conclusão desta etapa. Os pontos em que esta transição ocorre e a taxa de transferência de calor nesta região dependem da composição molecular geral do óleo.
Convective Heat Transfer
Quando a peça esfriou abaixo do ponto de ebulição do supressor, o resfriamento lento ocorre por convecção e condução (também chamado estágio “líquido”). A taxa de resfriamento durante este estágio é lenta e depende exponencialmente da viscosidade do óleo, que varia com o grau de decomposição do óleo. As taxas de transferência de calor aumentam com viscosidades mais baixas e diminuem com o aumento da viscosidade.
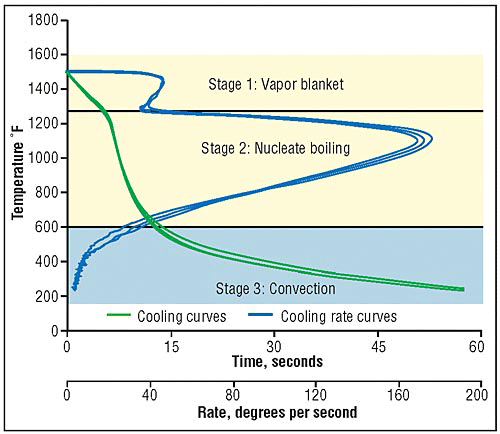
Figure 1 – Curvas típicas de resfriamento e curvas de taxa de resfriamento para óleos novos. Crédito da imagem: Vac Aero International Inc.
O quenchant ideal é aquele que exibe pouco ou nenhum estágio de vapor, um rápido estágio de ebulição nucleada e uma taxa lenta durante o resfriamento convectivo. As altas taxas iniciais de resfriamento permitem o desenvolvimento da dureza total por têmpera mais rápida que a chamada taxa de transformação crítica e depois o resfriamento a uma taxa mais lenta à medida que o metal continua a esfriar. Isto permite a equalização da tensão, reduzindo a distorção e as fissuras na peça.
Este vídeo mostra o têmpera do óleo de ligas de aço:
Video crédito: groves28
Oil Selection
Ao selecionar óleos de têmpera, os compradores industriais precisarão considerar a química, as propriedades e as características do fluido que são necessárias para a aplicação.
Chemistry
A química do meio de têmpera é a principal consideração na seleção do melhor fluido para a aplicação.
- Os óleos retos são produtos não emulsionáveis usados em operações de usinagem em forma não diluída. Eles são compostos de óleos minerais básicos ou de petróleo, e frequentemente contêm lubrificantes polares como gorduras, óleos vegetais e ésteres, assim como aditivos de extrema pressão como cloro, enxofre e fósforo. Os óleos retos fornecem a melhor lubrificação e as mais pobres características de resfriamento entre os fluidos de têmpera. Eles também são geralmente os mais econômicos.
- Fluidos solúveis em água e emulsão são óleos altamente diluídos, também conhecidos como fluidos com alto conteúdo de água (HWCF). Os fluidos de óleo solúvel formam uma emulsão quando misturados com água. O concentrado consiste de um óleo mineral básico e emulsionantes para ajudar a produzir uma emulsão estável. Estes fluidos são usados na forma diluída com concentrações que variam de 3% a 10% e proporcionam um bom desempenho na lubrificação e transferência de calor. Eles são amplamente utilizados na indústria e são os menos caros entre todos os fluidos de têmpera. Os fluidos solúveis em água são usados como emulsões água-óleo ou emulsões óleo-água. As emulsões água-óleo têm uma fase contínua de óleo, e qualidades superiores de lubrificação e redução de fricção (ou seja, formação e desenho de metal). As emulsões óleo-água consistem em gotículas de óleo em fase contínua de água e têm melhores características de arrefecimento (ou seja, fluidos de corte de metal e refrigerantes de moagem).
- Os fluidos ou massas sintéticas ou semi-sintéticas são à base de compostos sintéticos como silicone, poliglicol, ésteres, diésteres, clorofluorocarbonos (CFC), e misturas de fluidos sintéticos e água. Os fluidos sintéticos tendem a ter a maior resistência ao fogo e custo. Eles não contêm base de petróleo ou óleo mineral, mas são formulados a partir de compostos orgânicos e alcalinos inorgânicos com aditivos para inibição da corrosão. Os fluidos sintéticos são geralmente utilizados na forma diluída com concentrações que variam de 3% a 10%. Frequentemente fornecem o melhor desempenho de resfriamento entre todos os fluidos de tratamento térmico. Alguns sintéticos, tais como ésteres de fosfato, reagem ou dissolvem tinta, compostos de rosca de tubos e isolamento elétrico. Os fluidos semi-sintéticos são essencialmente uma combinação de fluidos de petróleo ou óleo mineral sintéticos e solúveis. As características, o custo e o desempenho de transferência de calor dos fluidos semi-sintéticos ficam entre os fluidos de óleos sintéticos e solúveis.
li> Os óleos de microdispersão contêm uma dispersão de partículas sólidas de lubrificante como PTFE (Teflon®), grafite e dissulfeto de molibdênio ou nitreto de boro em uma base de óleo mineral, petróleo ou sintético. Teflon® é uma marca registrada de DuPont.
Propriedades
Propriedades para descrever fluidos de tratamento térmico podem ser classificadas como primárias ou secundárias.
Primárias
Propriedades primárias são aquelas que descrevem o desempenho do fluido. Estas incluem taxa de resfriamento, condutividade térmica, viscosidade, conteúdo de água e formação de lama.
- Taxa de resfriamento / velocidade de têmpera – a taxa na qual um fluido de têmpera pode resfriar uma peça de trabalho. Esta especificação é dada como uma relação em comparação com a água ou como um número baseado no teste de têmpera GM. The GM test (also called the “nickel ball” test) measures how long it takes for a nickel ball to be cooled to the point at which it becomes magnetic. The figure below gives an example of the setup for such a test.
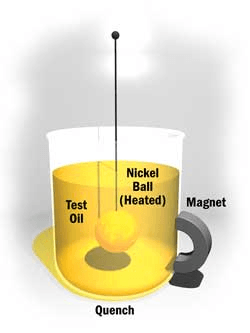
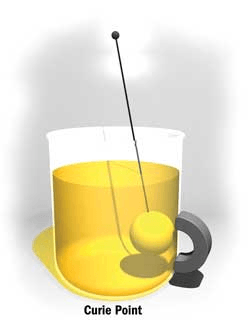
Figure 2 – GM quenchometer test apparatus. Image credit: Machinery Lubrication
This property does not give any information about the cooling pathway, however (as demonstrated in figure 3); it merely gives the time required to cool to a certain temperature.
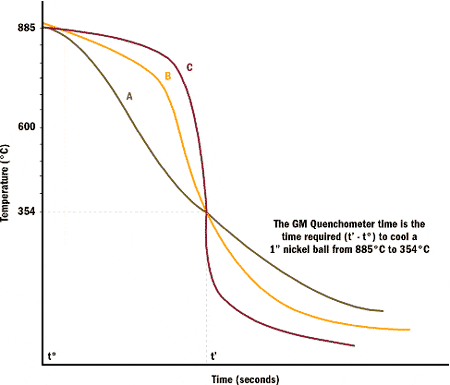
Figure 3 – Cooling curves for 3 different quenching oils with the same GM results. Image Credit: Machinery Lubrication
- Thermal conductivity – the measure of a fluid’s ability to transfer heat. Fluidos de têmpera com maior condutividade térmica resfriarão metais mais rapidamente do que aqueles com baixa condutividade térmica.
- Viscosidade – a espessura de um fluido, geralmente medida em centistokes (cSt). A transferência de calor durante o estágio convectivo é exponencialmente dependente da viscosidade do óleo, que variará com o grau de decomposição do óleo. A decomposição do óleo (formação de lodo e verniz) resultará inicialmente numa redução da viscosidade do óleo, seguida de um aumento contínuo da viscosidade à medida que a degradação continua. As taxas de transferência de calor aumentam com viscosidades mais baixas e diminuem com o aumento da viscosidade. A Figura 4 mostra a mudança de viscosidade ao longo do tempo.
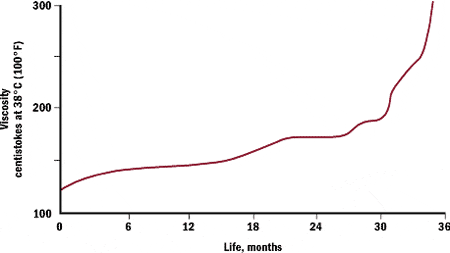
Figure 3 – Viscosidade de um Óleo Martemperante em Função do Tempo. Crédito da Imagem: Lubrificação de Máquinas
- Teor de água – a quantidade de água no fluido de têmpera. A água, por não ser compatível com o óleo e possuir diferentes propriedades físicas como viscosidade e ponto de ebulição, causará aumentos de gradientes térmicos e pode causar manchas macias, dureza desigual ou manchas na peça de trabalho. Quando o óleo contaminado com água é aquecido, um som crepitante pode ser ouvido; a base de um teste de campo qualitativo para água em óleo de têmpera. Muitos detectores automáticos de umidade tipicamente medem até 0,5%, o que é inadequado para os níveis de umidade permitidos para óleos de têmpera (tipicamente menos de 0,1%).
>br>>p>P>Dica de seleção: óleos de têmpera tipicamente requerem níveis de umidade abaixo de 0,1%. Tenha em mente que muitos detectores automáticos de umidade medem apenas 0,5 por cento.
- Conteúdo de lama – a quantidade de lama e verniz no fluido de têmpera como resultado da degradação térmica e oxidativa. Esses subprodutos normalmente não adsorvem uniformemente na superfície do metal à medida que ele é resfriado, resultando em transferência de calor não uniforme, aumento de gradientes térmicos, rachaduras e distorções. A lama também pode obstruir filtros e superfícies de troca de calor sujas, causando superaquecimento, formação excessiva de espuma e incêndios. A quantidade relativa de lodo em óleo de têmpera pode ser quantificada através do número de precipitação. Este número pode ser usado para estimar a vida útil restante do óleo usado, comparando-o com os níveis em óleo novo.
Estas imagens mostram as diferenças nos espectros analíticos de óleos novos e degradados:
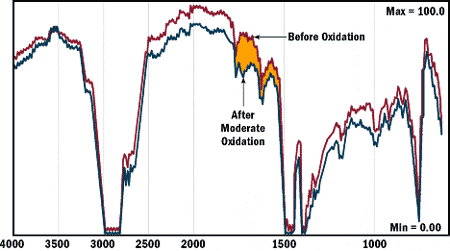
Figure 4A – IR Spectra of a New vs. Moderately Degraded Quench Oil. Crédito da imagem: Lubrificação de máquinas
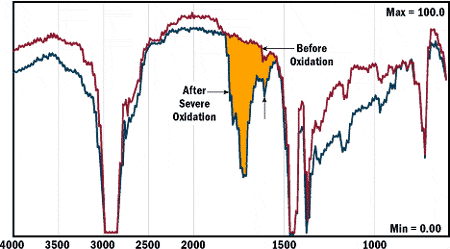
Figure 4B – Espectros IR de um Óleo de Têmpera Novo vs. Óleo de Têmpera Moderadamente Degradado. Crédito da imagem: Lubrificação de máquinas
Secundário
Próprias secundárias são aquelas que descrevem os parâmetros de operação de um fluido. Elas incluem temperatura de operação, ponto de fluidez e ponto de fulgor.
- Temperatura de operação – a faixa normal de temperaturas para a qual o fluido é projetado, ou a temperatura máxima do material que o fluido pode esfriar com segurança ou eficácia.
- Ponto de fluidez – a temperatura mais baixa para a qual o fluido ou óleo flui. O ponto de fluidez é tipicamente de 15°F a 20°F abaixo da temperatura de uso final mais baixa do sistema para evitar danos à bomba por cavitação.
- Ponto de fluidez – a temperatura na qual o fluido produz vapores suficientes para formar uma mistura inflamável no ar próximo à superfície. Quanto mais baixo o ponto de fulgor, mais fácil é a ignição do material. Temperaturas e procedimentos de operação precisam ser considerados juntamente com o ponto de fulgor de um óleo para garantir um processo de têmpera seguro.
p>Dica de seleção: O ponto mínimo de fulgor de um óleo, em condições normais de operação, deve ser 90°C (160°F) acima da temperatura do óleo utilizado.br>
Faatures
Oleos de têmpera e fluidos de tratamento térmico podem incluir uma série de características adicionais que acrescentam versatilidade e funcionalidade. Entre elas estão as características biodegradáveis, baixa formação de espuma e deslocamento de água.
- Biodegradáveis – os fluidos são projetados ou adequados para se decomporem ou se decomporem em produtos químicos inofensivos quando liberados no ambiente. Isto é útil para operações de alto volume onde os custos de eliminação de óleos degradados poderiam ser muito elevados.
- Baixa formação de espuma – os fluidos não produzem espuma ou produzem apenas pequenas quantidades de espuma. Características não espumosas são alcançadas através do uso de aditivos que quebram o ar que entra no ambiente. Vazamentos que introduzem ar em um sistema podem causar danos à bomba devido à cavitação. A espuma também pode reduzir a capacidade de resfriamento e o módulo de volume (ou rigidez) do fluido.
- Deslocamento da água – os fluidos têm a capacidade de deslocar a água de uma superfície com base nas características de umedecimento ou energia da superfície. Fluidos com baixa energia superficial ou tensão interfacial em relação à água fluirão sob a água ou umidade em uma superfície.