 Kalicí oleje a kapaliny pro tepelné zpracování jsou určeny pro rychlé nebo řízené ochlazování oceli nebo jiných kovů v rámci kalení, popouštění nebo jiného procesu tepelného zpracování. Kalicí olej plní dvě základní funkce. Usnadňuje kalení oceli řízením přenosu tepla během kalení a zvyšuje smáčení oceli během kalení, aby se minimalizoval vznik nežádoucích tepelných a transformačních gradientů, které mohou vést ke zvýšené deformaci a vzniku trhlin.
Kalicí oleje a kapaliny pro tepelné zpracování jsou určeny pro rychlé nebo řízené ochlazování oceli nebo jiných kovů v rámci kalení, popouštění nebo jiného procesu tepelného zpracování. Kalicí olej plní dvě základní funkce. Usnadňuje kalení oceli řízením přenosu tepla během kalení a zvyšuje smáčení oceli během kalení, aby se minimalizoval vznik nežádoucích tepelných a transformačních gradientů, které mohou vést ke zvýšené deformaci a vzniku trhlin.
Olej má oproti vodě velkou výhodu díky vyššímu rozsahu varu. Typický olej má rozsah varu mezi 450ºF (230ºC) a 900ºF (480ºC). To způsobuje, že pomalejší konvektivní fáze chlazení začíná dříve, což umožňuje uvolnění transformačních napětí, která jsou hlavním problémem při rychlém chlazení vodou. Olej je proto schopen úspěšně kalit složité tvary a slitiny s vysokou tvrdostí.
Kalicí proces
Při použití kapalin pro tepelné zpracování k kalení kovů probíhá chlazení ve třech různých fázích: filmový var, zárodečný var a konvektivní přenos tepla.
Filmový var
Filmový var, známý také jako fáze „parní deky“, nastává po počátečním ponoření. Při kontaktu mezi horkým povrchem kovu a kalicí kapalinou se vytvoří vrstva par (známá jako Leidenfrostův jev) v důsledku toho, že přísun tepla je větší než jeho odvod. Stabilita vrstvy páry, a tedy schopnost oleje kalit ocel, závisí na nerovnostech povrchu kovu, přítomných oxidech, přísadách smáčejících povrch (které urychlují smáčení a destabilizují vrstvu) a molekulárním složení kalicího oleje (včetně přítomnosti těkavějších vedlejších produktů rozkladu oleje). Chlazení v této fázi je funkcí vedení parním obalem a je relativně pomalé, protože parní přikrývka působí jako izolant.
Jaderné vaření
Při ochlazování dílu se parní přikrývka v některých místech rozpadá a dochází k jadernému varu (prudkému varu kalicího oleje). Přenos tepla je v této fázi nejrychlejší, přičemž koeficienty přenosu tepla jsou někdy o více než dva řády vyšší než při filmovém varu, a to zejména díky vypařovacímu teplu. Teplota varu kalicí látky určuje závěr této fáze. Body, ve kterých k tomuto přechodu dochází, a rychlost přenosu tepla v této oblasti závisí na celkovém molekulárním složení oleje.
Konvekční přenos tepla
Když se díl ochladí pod bod varu kalicího prostředku, dochází k pomalému ochlazování konvekcí a vedením (nazývá se také „kapalinová“ fáze). Rychlost ochlazování v této fázi je pomalá a je exponenciálně závislá na viskozitě oleje, která se mění podle stupně rozkladu oleje. Rychlost přenosu tepla se zvyšuje s nižší viskozitou a klesá s rostoucí viskozitou.
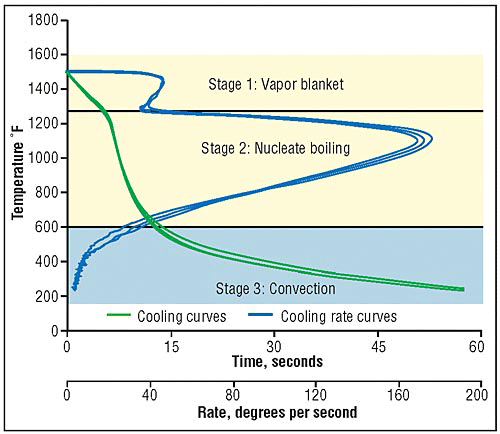
Obrázek 1 – Typické křivky ochlazování a křivky rychlosti ochlazování pro nové oleje. Obrázek: Vac Aero International Inc.
Ideální kalicí prostředek je takový, který vykazuje malou nebo žádnou fázi výparu, rychlou fázi jádrového varu a pomalou rychlost při konvekčním ochlazování. Vysoké počáteční rychlosti ochlazování umožňují vyvinout plnou tvrdost tím, že se kov ochlazuje rychleji, než je tzv. kritická rychlost přeměny, a poté se ochlazuje pomaleji při dalším ochlazování. To umožňuje vyrovnávání napětí, čímž se snižuje deformace a praskání obrobku.
Toto video ukazuje kalení legované oceli v oleji:
Video credit: groves28
Výběr oleje
Při výběru kalicích olejů budou muset průmysloví odběratelé zvážit chemický složení, vlastnosti a vlastnosti kapaliny, které jsou pro danou aplikaci potřebné.
Chemie
Při výběru nejvhodnější kapaliny pro danou aplikaci je třeba brát v úvahu především chemii kalicího média.
- Přímé oleje jsou neemulgovatelné produkty používané při obráběcích operacích v neředěné formě. Jsou složeny ze základních minerálních nebo ropných olejů a často obsahují polární maziva, jako jsou tuky, rostlinné oleje a estery, a také přísady pro extrémní tlaky, jako je chlor, síra a fosfor. Přímé oleje poskytují nejlepší mazací a nejhorší chladicí vlastnosti mezi kalicími kapalinami. Jsou také obecně nejhospodárnější.
- Vodou rozpustné a emulzní kapaliny jsou vysoce zředěné oleje, známé také jako kapaliny s vysokým obsahem vody (HWCF). Olejové kapaliny rozpustné ve vodě tvoří po smíchání s vodou emulzi. Koncentrát se skládá ze základního minerálního oleje a emulgátorů, které pomáhají vytvořit stabilní emulzi. Tyto kapaliny se používají ve zředěné formě s koncentrací od 3 % do 10 % a poskytují dobré mazací a teplonosné vlastnosti. Jsou široce používány v průmyslu a jsou nejlevnější ze všech kalicích kapalin. Kapaliny rozpustné ve vodě se používají jako emulze voda-olej nebo emulze olej-voda. Emulze voda v oleji mají spojitou fázi oleje a vynikající mazací a třecí vlastnosti (např. při tváření a tažení kovů). Emulze olej-voda se skládají z kapiček oleje v kontinuální vodní fázi a mají lepší chladicí vlastnosti (tj. kapaliny pro řezání kovů a chladicí kapaliny pro broušení).
- Syntetické nebo polosyntetické kapaliny nebo maziva jsou založeny na syntetických sloučeninách, jako je silikon, polyglykol, estery, diestery, chlorofluorouhlovodíky (CFC) a směsi syntetických kapalin a vody. Syntetické kapaliny mají zpravidla nejvyšší požární odolnost a cenu. neobsahují ropný nebo minerální olejový základ, ale místo toho jsou složeny z organických a anorganických alkalických sloučenin s přísadami pro inhibici koroze. Syntetické kapaliny se obvykle používají ve zředěné formě s koncentrací od 3 % do 10 %. Často poskytují nejlepší chladicí výkon ze všech kapalin pro tepelné zpracování. Některé syntetické kapaliny, například estery fosforečnanů, reagují nebo rozpouštějí nátěry, sloučeniny trubkových závitů a elektrickou izolaci. Polosyntetické kapaliny jsou v podstatě kombinací syntetických a rozpustných ropných nebo minerálních olejových kapalin. Vlastnosti, náklady a výkon při přenosu tepla polosyntetických kapalin se pohybují mezi vlastnostmi syntetických a rozpustných olejových kapalin.
- Mikrodisperzní oleje obsahují disperzi pevných mazacích částic, jako je PTFE (Teflon®), grafit a disulfid molybdenu nebo nitrid boru, v minerálním, ropném nebo syntetickém olejovém základu. Teflon® je registrovaná ochranná známka společnosti DuPont.
Vlastnosti
Vlastnosti pro popis kapalin pro tepelné zpracování lze klasifikovat jako primární nebo sekundární.
Primární
Primární vlastnosti jsou ty, které popisují výkon kapaliny. Patří mezi ně rychlost chlazení, tepelná vodivost, viskozita, obsah vody a tvorba kalů.
- Rychlost chlazení / rychlost kalení – rychlost, kterou může kalicí kapalina ochlazovat obrobek. Tato specifikace se udává buď jako poměr ve srovnání s vodou, nebo jako číslo na základě zkoušky GM kalicího přístroje. The GM test (also called the „nickel ball“ test) measures how long it takes for a nickel ball to be cooled to the point at which it becomes magnetic. The figure below gives an example of the setup for such a test.
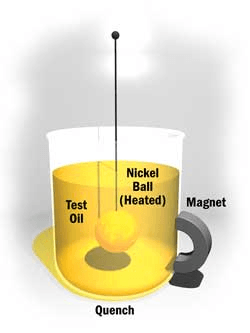
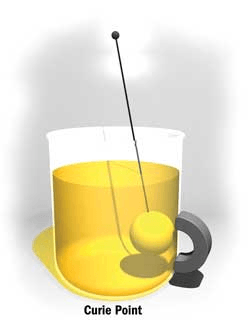
Figure 2 – GM quenchometer test apparatus. Image credit: Machinery Lubrication
This property does not give any information about the cooling pathway, however (as demonstrated in figure 3); it merely gives the time required to cool to a certain temperature.
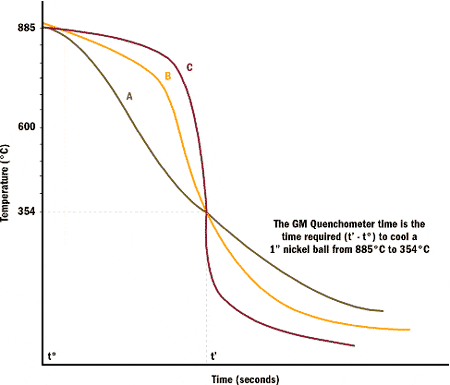
Figure 3 – Cooling curves for 3 different quenching oils with the same GM results. Image Credit: Machinery Lubrication
- Thermal conductivity – the measure of a fluid’s ability to transfer heat. Kalicí kapaliny s vyšší tepelnou vodivostí ochladí kovy rychleji než kapaliny s nízkou tepelnou vodivostí.
- Viskozita – hustota kapaliny, běžně se měří v centistoších (cSt). Přenos tepla během konvekční fáze je exponenciálně závislý na viskozitě oleje, která se bude měnit podle stupně rozkladu oleje. Rozklad oleje (tvorba kalů a laků) bude mít zpočátku za následek snížení viskozity oleje a následné neustálé zvyšování viskozity s tím, jak rozklad pokračuje. Rychlost přenosu tepla se zvyšuje s nižší viskozitou a snižuje se s rostoucí viskozitou. Obrázek 4 ukazuje změnu viskozity v čase.
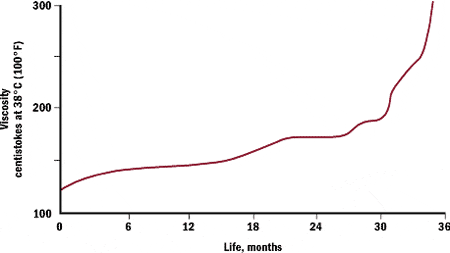
Obrázek 3 – Viskozita oleje pro martemperaci v závislosti na čase. Obrázek: Machinery Lubrication
- Obsah vody – množství vody v kalicí kapalině. Voda, protože není kompatibilní s olejem a má odlišné fyzikální vlastnosti, jako je viskozita a bod varu, způsobí zvýšení tepelných gradientů a může způsobit měkká místa, nerovnoměrnou tvrdost nebo skvrny na obrobku. Při zahřívání oleje kontaminovaného vodou může být slyšet praskání; základem kvalitativní provozní zkoušky na přítomnost vody v kalicím oleji. Mnoho automatických detektorů vlhkosti obvykle měří až 0,5 %, což je nedostatečné pro úrovně vlhkosti povolené pro kalicí oleje (obvykle méně než 0,1 %).
Tip pro výběr: Kalicí oleje obvykle vyžadují úrovně vlhkosti nižší než 0,1 %. Mějte na paměti, že mnoho automatických detektorů vlhkosti měří pouze do 0,5 procenta.
- Obsah kalu – množství kalu a laku v kalicí kapalině v důsledku tepelné a oxidační degradace. Tyto vedlejší produkty se při kalení obvykle neadsorbují rovnoměrně na povrchu kovu, což má za následek nerovnoměrný přenos tepla, zvýšený tepelný gradient, praskání a deformace. Kal může také ucpávat filtry a zanášet povrchy výměníků tepla, což způsobuje přehřívání, nadměrné pěnění a požáry. Relativní množství kalu v kalicím oleji lze kvantifikovat pomocí čísla srážlivosti. Toto číslo lze použít k odhadu zbývající životnosti použitého oleje porovnáním s jeho obsahem v novém oleji.
Tyto obrázky ukazují rozdíly v analytických spektrech nového a degradovaného oleje:
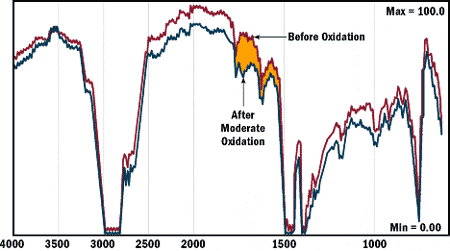
Obrázek 4A – IR spektrum nového vs. mírně degradovaného kalicího oleje. Obrázek: Machinery Lubrication
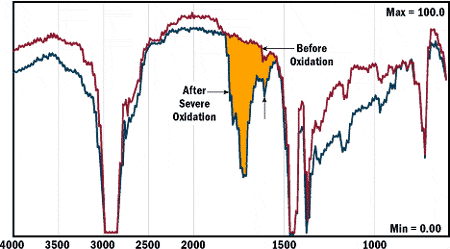
Obrázek 4B – IR spektrum nového vs. silně degradovaného kalicího oleje. Image credit: Machinery Lubrication
Sekundární
Sekundární vlastnosti jsou ty, které popisují provozní parametry kapaliny. Patří mezi ně provozní teplota, bod tuhnutí a bod vzplanutí.
- Provozní teplota – běžný rozsah teplot, pro které je kapalina určena, nebo maximální teplota materiálu, který může kapalina bezpečně nebo účinně chladit.
- Bod tuhnutí – nejnižší teplota, při které kapalina nebo olej teče. Bod tuhnutí je obvykle o 15°F až 20°F nižší než nejnižší teplota konečného použití systému, aby se zabránilo poškození čerpadla kavitací.
- Bod vzplanutí – teplota, při které kapalina vytváří dostatečné množství par, aby se na vzduchu v blízkosti povrchu vytvořila zápalná směs. Čím nižší je bod vzplanutí, tím snadněji lze materiál zapálit. Spolu s bodem vzplanutí oleje je třeba zohlednit provozní teploty a postupy, aby byl zajištěn bezpečný proces kalení.
Tip pro výběr: Minimální bod vzplanutí oleje za běžných provozních podmínek by měl být o 90 °C vyšší než teplota používaného oleje.
Vlastnosti
Kalicí oleje a kapaliny pro tepelné zpracování mohou obsahovat řadu dalších vlastností, které zvyšují univerzálnost a funkčnost. Mezi ně patří biologicky odbouratelné vlastnosti, nízká pěnivost a vytěsňování vody.
- Biologicky odbouratelné – kapaliny jsou navrženy nebo vhodné k tomu, aby se při uvolnění do životního prostředí rozložily nebo rozložily na neškodné chemické látky. To je užitečné pro velkoobjemové provozy, kde by jinak náklady na likvidaci rozložených olejů mohly být velmi vysoké.
- Nízká pěnivost – kapaliny nevytvářejí pěnu nebo vytvářejí jen malé množství pěny. Nepěnivosti je dosaženo použitím přísad, které rozbíjejí zachycený vzduch. Netěsnosti, které vnášejí vzduch do systému, mohou způsobit poškození čerpadla v důsledku kavitace. Pěnění může také snížit chladicí schopnost a objemový modul (nebo tuhost) kapaliny.
- Vytěsňování vody – kapaliny mají schopnost vytěsňovat vodu z povrchu na základě vlastností smáčení nebo povrchové energie. Kapaliny s nízkou povrchovou energií nebo mezifázovým napětím ve srovnání s vodou budou proudit pod vodou nebo vlhkostí na povrchu.