 Az olvasztóolajok és hőkezelő folyadékok az acél vagy más fémek gyors vagy szabályozott hűtésére szolgálnak az edzési, edzési vagy más hőkezelési folyamat részeként. Az oltóolaj két fő funkciót lát el. Megkönnyíti az acél edzését azáltal, hogy szabályozza a hőátadást az árasztás során, és fokozza az acél nedvesedését az árasztás során, hogy minimalizálja a nemkívánatos hő- és átalakulási gradiensek kialakulását, amelyek fokozott torzuláshoz és repedésekhez vezethetnek.
Az olvasztóolajok és hőkezelő folyadékok az acél vagy más fémek gyors vagy szabályozott hűtésére szolgálnak az edzési, edzési vagy más hőkezelési folyamat részeként. Az oltóolaj két fő funkciót lát el. Megkönnyíti az acél edzését azáltal, hogy szabályozza a hőátadást az árasztás során, és fokozza az acél nedvesedését az árasztás során, hogy minimalizálja a nemkívánatos hő- és átalakulási gradiensek kialakulását, amelyek fokozott torzuláshoz és repedésekhez vezethetnek.
Az olajnak a vízzel szemben jelentős előnye van a magasabb forráspont-tartománya miatt. Egy tipikus olaj forrásponttartománya 450ºF (230ºC) és 900ºF (480ºC) között van. Ez azt eredményezi, hogy a lassabb konvektív hűtési szakasz hamarabb kezdődik, lehetővé téve az átalakulási feszültségek felszabadulását, ami a gyors vízhűtésnél a fő probléma. Az olaj ezért alkalmas bonyolult formák és nagy keménységű ötvözetek sikeres árnyékolására.
Az árnyékolási folyamat
Ha hőkezelő folyadékokat használnak fémek árnyékolására, a hűtés három különböző szakaszban történik: filmforralás, magforralás és konvektív hőátadás.
Filmforralás
A filmforralás, más néven a “gőztakaró” szakasza, a kezdeti merítéskor következik be. A forró fémfelület és az oltóanyag érintkezése során egy gőzréteg keletkezik (Leidenfrost-jelenségként ismert), mivel a hőutánpótlás nagyobb, mint az elvezetett hőmennyiség. A gőzréteg stabilitása és így az olaj acélkeményítő képessége függ a fém felületi egyenetlenségeitől, a jelen lévő oxidoktól, a felületnedvesítő adalékanyagoktól (amelyek felgyorsítják a nedvesedést és destabilizálják a réteget) és az oltóolaj molekuláris összetételétől (beleértve az illékonyabb olajbomlási melléktermékek jelenlétét). A lehűlés ebben a szakaszban a gőzborításon keresztül történő vezetés függvénye, és viszonylag lassú, mivel a gőztakaró szigetelőként viselkedik.
Nukleáris forrás
Amint az alkatrész lehűl, a gőztakaró egyes pontokon összeomlik, és nukleáris forrás (az oltóanyag heves forrása) következik be. A hőátadás ebben a szakaszban a leggyorsabb, a hőátadási együtthatók néha több mint két nagyságrenddel magasabbak, mint a filmforralás során, ami nagyrészt a gőzölési hőnek köszönhető. Az oltóanyag forráspontja határozza meg ennek a szakasznak a befejezését. Azok a pontok, ahol ez az átmenet bekövetkezik, és a hőátadás sebessége ebben a régióban az olaj teljes molekuláris összetételétől függ.
Konvektív hőátadás
Amikor az alkatrész az oltóanyag forráspontja alá hűlt, lassú hűtés következik be konvekció és vezetés útján (más néven “folyékony” szakasz). A hűtési sebesség ebben a szakaszban lassú, és exponenciálisan függ az olaj viszkozitásától, amely az olaj bomlásának mértékével változik. A hőátadási sebesség alacsonyabb viszkozitás esetén nő, a viszkozitás növekedésével pedig csökken.
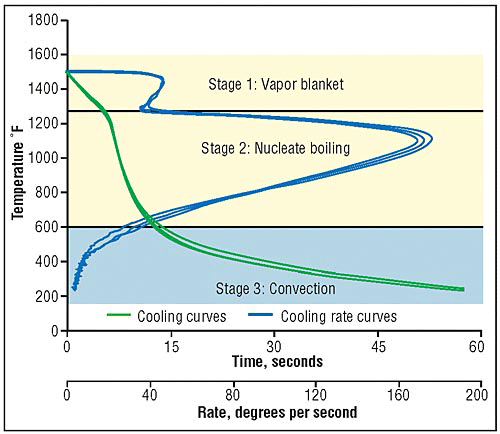
1. ábra – Tipikus hűtési görbék és hűtési sebességgörbék új olajokra. Képhitel: Vac Aero International Inc.
Az ideális oltóanyag olyan, amely kevés vagy egyáltalán nem mutat gőzfázist, gyors nukleáris forrásfázist és lassú sebességet a konvektív hűtés során. A nagy kezdeti hűtési sebességek lehetővé teszik a teljes keménység kialakulását az úgynevezett kritikus átalakulási sebességnél gyorsabb leoltás, majd a fém további lehűlése során lassabb hűtés révén. Ez lehetővé teszi a feszültségkiegyenlítést, csökkentve a munkadarab torzulását és repedezését.
Ez a videó az ötvözött acél olajos árnyékolását mutatja be:
Video credit: groves28
Olaj kiválasztása
Az ipari vevőknek az árnyékoló olajok kiválasztásakor figyelembe kell venniük a folyadék kémiai összetételét, tulajdonságait és az alkalmazáshoz szükséges jellemzőit.
Kémia
Az oltóközeg kémiája az elsődleges szempont az alkalmazáshoz legmegfelelőbb folyadék kiválasztásakor.
- Az egyenes olajok nem emulgeálható termékek, amelyeket a megmunkálási műveletek során hígítatlan formában használnak. Alap ásványi vagy kőolajokból állnak, és gyakran tartalmaznak poláros kenőanyagokat, például zsírokat, növényi olajokat és észtereket, valamint extrém nyomású adalékanyagokat, például klórt, ként és foszfort. Az egyenes olajok nyújtják a legjobb kenést és a leggyengébb hűtési tulajdonságokat az oltófolyadékok közül. Általában ezek a leggazdaságosabbak is.
- A vízben oldódó és emulziós folyadékok erősen hígított olajok, más néven magas víztartalmú folyadékok (HWCF). Az oldható olajfolyadékok vízzel keverve emulziót képeznek. A koncentrátum egy alap ásványi olajból és emulgeálószerekből áll, amelyek segítik a stabil emulzió kialakulását. Ezeket a folyadékokat hígított formában, 3% és 10% közötti koncentrációban használják, és jó kenési és hőátadási teljesítményt nyújtanak. Az iparban széles körben használják őket, és a legolcsóbbak az összes oltófolyadék közül. A vízben oldódó folyadékokat víz-olaj emulzióként vagy olaj-víz emulzióként használják. A víz az olajban emulziók folyamatos olajfázissal rendelkeznek, és kiváló kenési és súrlódáscsökkentő tulajdonságokkal rendelkeznek (pl. fémek alakítása és húzása). Az olaj-víz emulziók folyamatos vízfázisban lévő olajcseppekből állnak, és jobb hűtési tulajdonságokkal rendelkeznek (pl. fémvágó folyadékok és csiszoló hűtőfolyadékok).
- A szintetikus vagy félszintetikus folyadékok vagy zsírok szintetikus vegyületeken alapulnak, mint például szilikon, poliglikol, észterek, diezterek, fluorozott klórvegyületek (CFC-k),és szintetikus folyadékok és víz keverékei. A szintetikus folyadékok általában a legmagasabb tűzállósággal és költséggel rendelkeznek.Ezek nem tartalmaznak kőolaj- vagy ásványolaj-alapanyagot, hanem szerves és szervetlen lúgos vegyületekből vannak összeállítva, korróziógátló adalékanyagokkal. A szintetikus folyadékokat általában hígított formában, 3% és 10% közötti koncentrációban használják. A hőkezelő folyadékok közül gyakran ezek nyújtják a legjobb hűtési teljesítményt. Egyes szintetikus folyadékok, mint például a foszfátészterek, reakcióba lépnek vagy feloldják a festéket, a csőmenet-vegyületeket és az elektromos szigetelést. A félszintetikus folyadékok lényegében szintetikus és oldható kőolaj- vagy ásványolaj-folyadékok kombinációja. A félszintetikus folyadékok jellemzői, költsége és hőátadási teljesítménye a szintetikus és az oldható olajfolyadékok tulajdonságai közé esik.
- A mikrodiszperziós olajok szilárd kenőanyag-részecskék, például PTFE (Teflon®), grafit és molibdén-diszulfid vagy bór-nitrid diszperzióját tartalmazzák ásványi, kőolaj- vagy szintetikus olajbázisban. A Teflon® a DuPont bejegyzett védjegye.
Tulajdonságok
A hőkezelő folyadékok leírására szolgáló tulajdonságok elsődleges vagy másodlagos tulajdonságokba sorolhatók.
Primér
A primer tulajdonságok azok, amelyek a folyadék teljesítményét írják le. Ezek közé tartozik a hűtési sebesség, a hővezető képesség, a viszkozitás, a víztartalom és az iszapképződés.
- Hűtési sebesség / oltási sebesség – az a sebesség, amellyel egy oltófolyadék képes lehűteni egy munkadarabot. Ezt a specifikációt vagy a vízhez viszonyított arányszámként, vagy a GM árnyékolástechnikai vizsgálaton alapuló számként adják meg. The GM test (also called the “nickel ball” test) measures how long it takes for a nickel ball to be cooled to the point at which it becomes magnetic. The figure below gives an example of the setup for such a test.
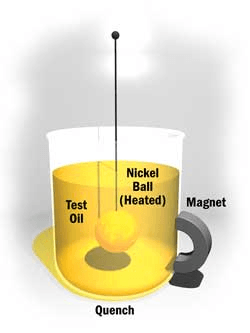
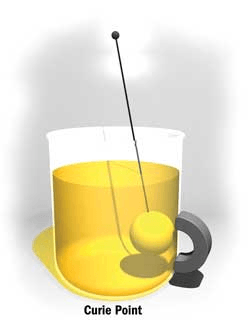
Figure 2 – GM quenchometer test apparatus. Image credit: Machinery Lubrication
This property does not give any information about the cooling pathway, however (as demonstrated in figure 3); it merely gives the time required to cool to a certain temperature.
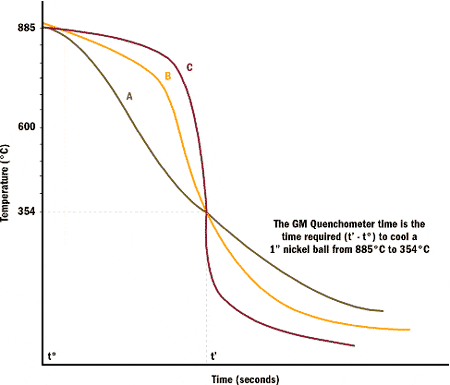
Figure 3 – Cooling curves for 3 different quenching oils with the same GM results. Image Credit: Machinery Lubrication
- Thermal conductivity – the measure of a fluid’s ability to transfer heat. A magasabb hővezető képességű oltófolyadékok gyorsabban hűtik a fémeket, mint az alacsony hővezető képességűek.
- Viszkozitás – a folyadék vastagsága, általában centistoke-ban (cSt) mérve. A konvektív szakasz alatti hőátadás exponenciálisan függ az olaj viszkozitásától, amely az olaj bomlásának mértékétől függően változik. Az olaj bomlása (iszap- és lakkképződés) kezdetben az olaj viszkozitásának csökkenését eredményezi, amit a bomlás előrehaladtával folyamatosan növekvő viszkozitás követ. A hőátadási sebesség alacsonyabb viszkozitás esetén nő, a viszkozitás növekedésével pedig csökken. A 4. ábra a viszkozitás időbeli változását mutatja.
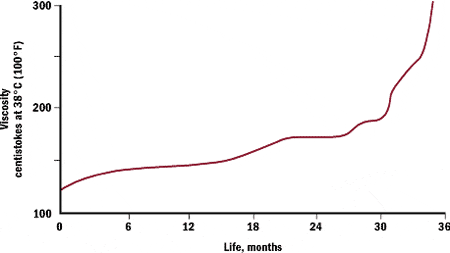
3. ábra – Egy martemperáló olaj viszkozitása az idő függvényében. Image Credit: Machinery Lubrication
- Víztartalom – a víz mennyisége az oltófolyadékban. A víz, mivel nem kompatibilis az olajjal, és eltérő fizikai tulajdonságokkal rendelkezik, mint például a viszkozitás és a forráspont, megnöveli a hőgradienseket, és lágy foltokat, egyenetlen keménységet vagy foltosodást okozhat a munkadarabon. A vízzel szennyezett olaj melegítésekor recsegő hang hallható; ez az oltóolajban lévő víz minőségi helyszíni vizsgálatának alapja. Sok automatizált nedvességérzékelő általában csak 0,5 százalékot mér, ami nem megfelelő az oltóolajoknál megengedett nedvességtartalomszintekhez (jellemzően 0,1 százalék alatti).
Választási tipp: Az oltóolajoknál jellemzően 0,1 százalék alatti nedvességtartalomszintre van szükség. Ne feledje, hogy sok automatizált nedvességérzékelő csak 0,5 százalékig mér.
- Iszaptartalom – a hő- és oxidatív bomlás eredményeként az oltófolyadékban lévő iszap és lakk mennyisége. Ezek a melléktermékek általában nem egyenletesen adszorbeálódnak a fém felületén az oltás során, ami nem egyenletes hőátadást, megnövekedett hőgradienseket, repedést és torzulást eredményez. Az iszap eltömítheti a szűrőket és elszennyezheti a hőcserélő felületeit, ami túlmelegedést, túlzott habzást és tüzet okozhat. Az iszap relatív mennyisége az oltóolajban a kicsapódási számmal számszerűsíthető. Ez a szám használható a használt olaj hátralévő élettartamának becslésére, ha összehasonlítjuk az új olaj szintjével.
Az alábbi képek az új és a lebomlott olajok analitikai spektrumának különbségeit mutatják:
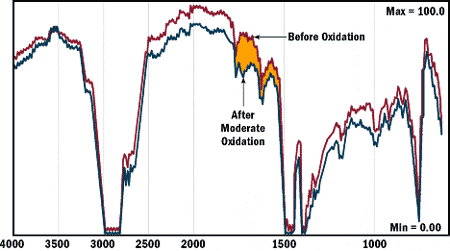
4A ábra – Új és mérsékelten lebomlott Quench olaj IR spektruma. Image credit: Machinery Lubrication
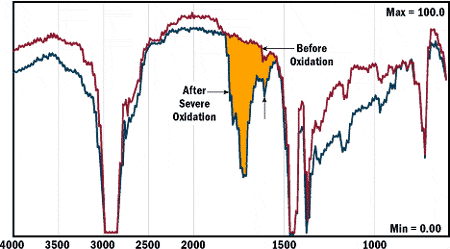
4B ábra – Új és erősen degradált Quench olaj IR spektruma. Image credit: Machinery Lubrication
Szekunder
A másodlagos tulajdonságok azok, amelyek a folyadék működési paramétereit írják le. Ide tartozik az üzemi hőmérséklet, a folyáspont és a lobbanáspont.
- Üzemi hőmérséklet – az a normál hőmérséklettartomány, amelyre a folyadékot tervezték, vagy az anyag maximális hőmérséklete, amelyet a folyadék biztonságosan vagy hatékonyan tud hűteni.
- Folyáspont – a legalacsonyabb hőmérséklet, amelyen a folyadék vagy olaj folyik. A szivattyú kavitáció okozta károsodásának megelőzése érdekében a folyáspont általában 15°F-20°F-fel a rendszer legalacsonyabb végfelhasználási hőmérséklete alatt van.
- Lobbanáspont – az a hőmérséklet, amelyen a folyadék elegendő gőzt termel ahhoz, hogy a levegőben a felszín közelében gyúlékony keveréket képezzen. Minél alacsonyabb a lobbanáspont, annál könnyebb meggyújtani az anyagot. Az üzemi hőmérsékleteket és eljárásokat az olaj lobbanáspontjával együtt kell figyelembe venni a biztonságos oltási folyamat biztosítása érdekében.
Választási tipp: Az olaj minimális lobbanáspontjának normál üzemi körülmények között 90°C (160°F) felett kell lennie az alkalmazott olaj hőmérsékletének.
Tulajdonságok
Az oltóolajok és hőkezelő folyadékok számos további tulajdonsággal rendelkezhetnek, amelyek sokoldalúságot és funkcionalitást biztosítanak. Ezek közé tartoznak a biológiailag lebomló, alacsony habzású és vízkiszorító tulajdonságok.
- Biológiailag lebomló – a folyadékokat úgy tervezték vagy alkalmasak arra, hogy a környezetbe kerülve lebomoljanak vagy ártalmatlan vegyi anyagokra bomoljanak. Ez nagy volumenű műveleteknél hasznos, ahol a lebomlott olajok ártalmatlanítási költségei egyébként nagyon magasak lennének.
- Alacsony habzás – a folyadékok nem vagy csak kis mennyiségű habot termelnek. A nem habzó tulajdonságokat olyan adalékanyagok alkalmazásával érik el, amelyek kiszakítják a magával ragadt levegőt. Az olyan szivárgások, amelyek levegőt juttatnak a rendszerbe, kavitáció miatt szivattyúkárosodást okozhatnak. A habzás csökkentheti a folyadék hűtési képességét és ömlesztési modulusát (vagy merevségét) is.
- Vízkiszorítás – a folyadékok a nedvesedési vagy felületi energiajellemzők alapján képesek kiszorítani a vizet egy felületről. A vízhez képest alacsony felületi energiával vagy határfelületi feszültséggel rendelkező folyadékok a felületen lévő víz vagy nedvesség alá áramlanak.