 Les huiles de trempe et les fluides de traitement thermique sont conçus pour le refroidissement rapide ou contrôlé de l’acier ou d’autres métaux dans le cadre d’un processus de trempe, de revenu ou d’un autre traitement thermique. L’huile de trempe remplit deux fonctions principales. Elle facilite le durcissement de l’acier en contrôlant le transfert de chaleur pendant la trempe, et elle améliore le mouillage de l’acier pendant la trempe pour minimiser la formation de gradients thermiques et transformationnels indésirables qui peuvent entraîner une augmentation de la déformation et de la fissuration.
Les huiles de trempe et les fluides de traitement thermique sont conçus pour le refroidissement rapide ou contrôlé de l’acier ou d’autres métaux dans le cadre d’un processus de trempe, de revenu ou d’un autre traitement thermique. L’huile de trempe remplit deux fonctions principales. Elle facilite le durcissement de l’acier en contrôlant le transfert de chaleur pendant la trempe, et elle améliore le mouillage de l’acier pendant la trempe pour minimiser la formation de gradients thermiques et transformationnels indésirables qui peuvent entraîner une augmentation de la déformation et de la fissuration.
L’huile présente un avantage majeur par rapport à l’eau en raison de sa plage d’ébullition plus élevée. Une huile typique a une plage d’ébullition comprise entre 450ºF (230ºC) et 900ºF (480ºC). Ainsi, l’étape de refroidissement par convection, plus lente, commence plus tôt, ce qui permet de libérer les contraintes de transformation qui constituent le principal problème du refroidissement rapide à l’eau. L’huile est, par conséquent, capable de tremper avec succès des formes complexes et des alliages à haute dureté.
Le processus de trempe
Lorsque des fluides de traitement thermique sont utilisés pour tremper des métaux, le refroidissement se produit en trois étapes distinctes : l’ébullition du film, l’ébullition nucléée et le transfert de chaleur par convection.
Ébullition du film
L’ébullition du film, également connue sous le nom d’étape de » couverture de vapeur « , se produit lors de l’immersion initiale. Le contact entre la surface chaude du métal et le quenchant crée une couche de vapeur (connue sous le nom de phénomène de Leidenfrost) en raison d’un apport de chaleur supérieur à celui qui est emporté. La stabilité de la couche de vapeur, et donc la capacité de l’huile à durcir l’acier, dépend des irrégularités de la surface du métal, des oxydes présents, des additifs de mouillage de la surface (qui accélèrent le mouillage et déstabilisent la couche), et de la composition moléculaire de l’huile de trempe (y compris la présence de sous-produits de dégradation de l’huile plus volatils). Le refroidissement à ce stade est fonction de la conduction à travers l’enveloppe de vapeur et est relativement lent car la couverture de vapeur agit comme un isolant.
Ebullition nucléée
Au fur et à mesure que la pièce refroidit, la couverture de vapeur s’effondre par endroits et il en résulte une ébullition nucléée (ébullition violente du liquide de trempe). Le transfert de chaleur est le plus rapide pendant cette étape, avec des coefficients de transfert de chaleur parfois supérieurs de plus de deux ordres de grandeur à ceux de l’ébullition du film, en grande partie en raison de la chaleur de vaporisation. Le point d’ébullition du quenchant détermine la fin de cette étape. Les points auxquels cette transition se produit et le taux de transfert de chaleur dans cette région dépendent de la composition moléculaire globale de l’huile.
Transfert de chaleur par convection
Lorsque la pièce a refroidi en dessous du point d’ébullition du quenchant, un refroidissement lent se produit par convection et conduction (également appelé stade « liquide »). La vitesse de refroidissement pendant cette étape est lente et dépend exponentiellement de la viscosité de l’huile, qui varie avec le degré de décomposition de l’huile. Les taux de transfert de chaleur augmentent avec les viscosités inférieures et diminuent avec l’augmentation de la viscosité.
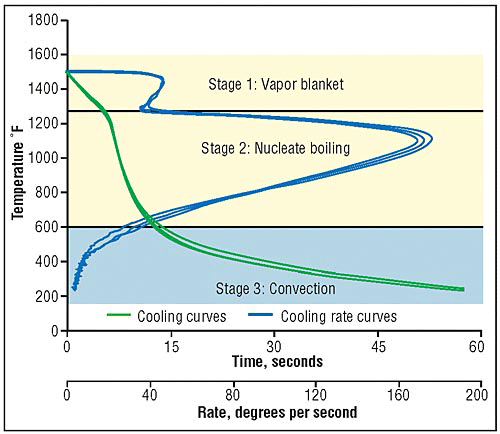
Figure 1 – Courbes de refroidissement et courbes de taux de refroidissement typiques pour les huiles neuves. Crédit image : Vac Aero International Inc.
Le quenchant idéal est celui qui présente peu ou pas de stade de vapeur, un stade d’ébullition nucléé rapide et une vitesse lente pendant le refroidissement par convection. Les taux de refroidissement initiaux élevés permettent le développement d’une dureté complète en effectuant une trempe plus rapide que ce que l’on appelle le taux de transformation critique, puis en refroidissant à une vitesse plus lente à mesure que le métal continue de refroidir. Cela permet d’égaliser les contraintes, ce qui réduit les déformations et les fissures dans la pièce.
Cette vidéo montre la trempe à l’huile d’un acier allié :
Crédit vidéo : groves28
Sélection de l’huile
Lorsqu’ils choisissent des huiles de trempe, les acheteurs industriels devront tenir compte de la chimie, des propriétés et des caractéristiques du fluide nécessaires à l’application.
Chimie
La chimie du fluide de trempe est la principale considération dans la sélection du meilleur fluide pour l’application.
- Les huiles droites sont des produits non émulsifiables utilisés dans les opérations d’usinage sous une forme non diluée. Elles sont composées d’huiles minérales ou pétrolières de base et contiennent souvent des lubrifiants polaires comme des graisses, des huiles végétales et des esters, ainsi que des additifs extrême pression comme le chlore, le soufre et le phosphore. Les huiles pures offrent la meilleure lubrification et les moins bonnes caractéristiques de refroidissement parmi les fluides de trempe. Elles sont aussi généralement les plus économiques.
- Les fluides hydrosolubles et les fluides en émulsion sont des huiles hautement diluées, également appelées fluides à haute teneur en eau (HWCF). Les fluides pétroliers solubles forment une émulsion lorsqu’ils sont mélangés à l’eau. Le concentré est composé d’une huile minérale de base et d’émulsifiants qui aident à produire une émulsion stable. Ces fluides sont utilisés sous une forme diluée avec des concentrations allant de 3 à 10 %, et offrent de bonnes performances de lubrification et de transfert de chaleur. Ils sont largement utilisés dans l’industrie et sont les moins chers parmi tous les fluides de trempe. Les fluides hydrosolubles sont utilisés sous forme d’émulsions eau-huile ou d’émulsions huile-eau. Les émulsions eau-huile présentent une phase continue d’huile et des qualités supérieures de lubrification et de réduction du frottement (c’est-à-dire pour le formage et l’emboutissage des métaux). Les émulsions huile-eau sont constituées de gouttelettes d’huile dans une phase aqueuse continue et présentent de meilleures caractéristiques de refroidissement (c’est-à-dire les fluides de coupe des métaux et les liquides de refroidissement de meulage).
- Les fluides ou graisses synthétiques ou semi-synthétiques sont basés sur des composés synthétiques comme le silicone, le polyglycol, les esters, les diesters, les chlorofluorocarbones (CFC),et les mélanges de fluides synthétiques et d’eau. Ils ne contiennent pas de pétrole ou d’huile minérale de base, mais sont formulés à partir de composés alcalins organiques et inorganiques avec des additifs pour l’inhibition de la corrosion. Les fluides synthétiques sont généralement utilisés sous une forme diluée, avec des concentrations allant de 3 à 10 %. Ils offrent souvent les meilleures performances de refroidissement parmi tous les fluides de traitement thermique. Certains fluides synthétiques, comme les esters de phosphate, réagissent ou dissolvent la peinture, les composés de filetage des tuyaux et l’isolation électrique. Les fluides semi-synthétiques sont essentiellement une combinaison de fluides synthétiques et solubles à base de pétrole ou d’huile minérale. Les caractéristiques, le coût et les performances de transfert thermique des fluides semi-synthétiques se situent entre ceux des fluides synthétiques et des fluides pétroliers solubles.
- Les huiles en micro-dispersion contiennent une dispersion de particules lubrifiantes solides telles que le PTFE (Teflon®), le graphite et le bisulfure de molybdène ou le nitrure de bore dans une base d’huile minérale, pétrolière ou synthétique. Teflon® est une marque déposée de DuPont.
Propriétés
Les propriétés permettant de décrire les fluides de traitement thermique peuvent être classées comme primaires ou secondaires.
Primaires
Les propriétés primaires sont celles qui décrivent la performance du fluide. Il s’agit notamment du taux de refroidissement, de la conductivité thermique, de la viscosité, de la teneur en eau et de la formation de boue.
- Taux de refroidissement / vitesse de trempe – le taux auquel un fluide de trempe peut refroidir une pièce. Cette spécification est donnée soit sous forme de ratio par rapport à l’eau, soit sous forme de nombre basé sur le test du quenchomètre GM. The GM test (also called the « nickel ball » test) measures how long it takes for a nickel ball to be cooled to the point at which it becomes magnetic. The figure below gives an example of the setup for such a test.
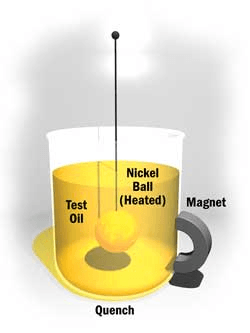
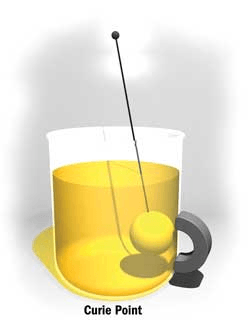
Figure 2 – GM quenchometer test apparatus. Image credit: Machinery Lubrication
This property does not give any information about the cooling pathway, however (as demonstrated in figure 3); it merely gives the time required to cool to a certain temperature.
Figure 3 – Cooling curves for 3 different quenching oils with the same GM results. Image Credit: Machinery Lubrication
- Thermal conductivity – the measure of a fluid’s ability to transfer heat. Les fluides de trempe à conductivité thermique plus élevée refroidiront les métaux plus rapidement que ceux à faible conductivité thermique.
- Viscosité – l’épaisseur d’un fluide, communément mesurée en centistokes (cSt). Le transfert de chaleur pendant la phase convective dépend exponentiellement de la viscosité de l’huile, qui variera en fonction du degré de décomposition de l’huile. La décomposition de l’huile (formation de boues et de vernis) entraîne d’abord une réduction de la viscosité de l’huile, suivie d’une augmentation continue de la viscosité à mesure que la dégradation se poursuit. Les taux de transfert de chaleur augmentent avec les faibles viscosités et diminuent avec l’augmentation de la viscosité. La figure 4 montre l’évolution de la viscosité dans le temps.
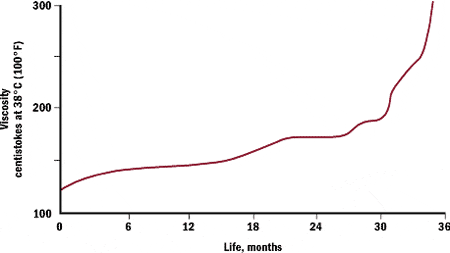
Figure 3 – Viscosité d’une huile de marmottage en fonction du temps. Crédit image : Machinery Lubrication
- Teneur en eau – la quantité d’eau dans le fluide de trempe. L’eau, parce qu’elle n’est pas compatible avec l’huile et possède des propriétés physiques différentes telles que la viscosité et le point d’ébullition, provoquera des augmentations des gradients thermiques et peut causer des points mous, une dureté inégale ou des taches sur la pièce. Lorsque l’huile contaminée par l’eau est chauffée, un craquement peut être entendu ; c’est la base d’un test qualitatif sur le terrain pour détecter la présence d’eau dans l’huile de trempe. De nombreux détecteurs d’humidité automatisés mesurent généralement aussi peu que 0,5 pour cent, ce qui est inadéquat pour les niveaux de teneur en eau autorisés pour les huiles de trempe (généralement moins de 0,1 pour cent).
Conseil de sélection : les huiles de trempe nécessitent généralement des niveaux de teneur en eau inférieurs à 0,1 pour cent. Gardez à l’esprit que de nombreux détecteurs d’humidité automatisés ne mesurent que des taux aussi bas que 0,5 pour cent.
- Teneur en boue – la quantité de boue et de vernis dans le fluide de trempe à la suite de la dégradation thermique et oxydative. Ces sous-produits ne s’adsorbent généralement pas uniformément sur la surface du métal lors de la trempe, ce qui entraîne un transfert de chaleur non uniforme, des gradients thermiques accrus, des fissures et des déformations. Les boues peuvent également obstruer les filtres et encrasser les surfaces des échangeurs de chaleur, provoquant une surchauffe, un moussage excessif et des incendies. La quantité relative de boue dans l’huile de trempe peut être quantifiée par l’indice de précipitation. Ce nombre peut être utilisé pour estimer la durée de vie restante de l’huile usagée en la comparant aux niveaux de l’huile neuve.
Ces images montrent les différences entre les spectres analytiques des huiles neuves et dégradées :
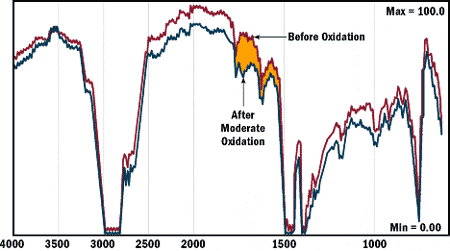
Figure 4A – Spectre IR d’une huile de trempe neuve vs modérément dégradée. Image credit : Machinery Lubrication
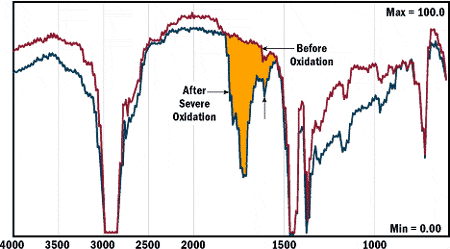
Figure 4B – Spectre IR d’une huile de trempe neuve vs sévèrement dégradée. Crédit image : Machinery Lubrication
Secondaire
Les propriétés secondaires sont celles qui décrivent les paramètres de fonctionnement d’un fluide. Elles comprennent la température de fonctionnement, le point d’écoulement et le point d’éclair.
- Température de fonctionnement – la plage normale de températures pour laquelle le fluide est conçu, ou la température maximale du matériau que le fluide peut refroidir en toute sécurité ou efficacement.
- Point d’écoulement – la température la plus basse à laquelle le fluide ou l’huile coule. Le point d’écoulement est généralement de 15°F à 20°F inférieur à la température d’utilisation finale la plus basse du système pour éviter d’endommager la pompe par cavitation.
- Point d’éclair – la température à laquelle le fluide produit suffisamment de vapeurs pour former un mélange inflammable dans l’air près de la surface. Plus le point d’éclair est bas, plus il est facile d’enflammer le matériau. Les températures et les procédures de fonctionnement doivent être prises en compte en même temps que le point d’éclair d’une huile pour garantir un processus de trempe sûr.
Conseil de sélection : le point d’éclair minimum d’une huile, dans des conditions de fonctionnement normales, doit être supérieur de 90°C (160°F) à la température de l’huile utilisée.
Caractéristiques
Les huiles de trempe et les fluides de traitement thermique peuvent inclure un certain nombre de caractéristiques supplémentaires qui ajoutent de la polyvalence et de la fonctionnalité. Parmi celles-ci figurent les caractéristiques de biodégradabilité, de faible moussage et de déplacement de l’eau.
- Biodégradable – les fluides sont conçus ou adaptés pour se décomposer ou se décomposer en produits chimiques inoffensifs lorsqu’ils sont libérés dans l’environnement. Ceci est utile pour les opérations à haut volume où les coûts d’élimination des huiles dégradées pourraient autrement être très élevés.
- Faible moussage – les fluides ne produisent pas de mousse ou ne produisent que de petites quantités de mousse. Les caractéristiques non moussantes sont obtenues grâce à l’utilisation d’additifs qui brisent l’air entraîné. Les fuites qui introduisent de l’air dans un système peuvent endommager la pompe en raison de la cavitation. La formation de mousse peut également réduire la capacité de refroidissement et le module apparent (ou la rigidité) du fluide.
- Déplacement de l’eau – les fluides ont la capacité de déplacer l’eau d’une surface en fonction des caractéristiques de mouillage ou d’énergie de surface. Les fluides ayant une faible énergie de surface ou une faible tension interfaciale par rapport à l’eau s’écouleront sous l’eau ou l’humidité sur une surface.