 Oleje hartownicze i płyny do obróbki cieplnej są przeznaczone do szybkiego lub kontrolowanego chłodzenia stali lub innych metali w ramach procesu hartowania, odpuszczania lub innej obróbki cieplnej. Olej hartowniczy spełnia dwie podstawowe funkcje. Ułatwia hartowanie stali poprzez kontrolowanie wymiany ciepła podczas hartowania i zwiększa zwilżanie stali podczas hartowania, aby zminimalizować powstawanie niepożądanych gradientów termicznych i transformacyjnych, które mogą prowadzić do zwiększonego odkształcania i pękania.
Oleje hartownicze i płyny do obróbki cieplnej są przeznaczone do szybkiego lub kontrolowanego chłodzenia stali lub innych metali w ramach procesu hartowania, odpuszczania lub innej obróbki cieplnej. Olej hartowniczy spełnia dwie podstawowe funkcje. Ułatwia hartowanie stali poprzez kontrolowanie wymiany ciepła podczas hartowania i zwiększa zwilżanie stali podczas hartowania, aby zminimalizować powstawanie niepożądanych gradientów termicznych i transformacyjnych, które mogą prowadzić do zwiększonego odkształcania i pękania.
Olej ma przewagę nad wodą ze względu na wyższy zakres wrzenia. Typowy olej ma zakres wrzenia między 450ºF (230ºC) i 900ºF (480ºC). Powoduje to, że wolniejszy etap chłodzenia konwekcyjnego rozpoczyna się wcześniej, umożliwiając uwolnienie naprężeń transformacyjnych, co jest głównym problemem przy szybkim chłodzeniu wodą. Dlatego olej może z powodzeniem służyć do hartowania skomplikowanych kształtów i stopów o wysokiej twardości.
Proces hartowania
Gdy do hartowania metali stosowane są płyny do obróbki cieplnej, chłodzenie odbywa się w trzech różnych etapach: wrzenia warstwowego, wrzenia zarodkowego i konwekcyjnej wymiany ciepła.
Wrzenie warstwowe
Wrzenie warstwowe, znane również jako etap „koca parowego”, występuje po początkowym zanurzeniu. Kontakt pomiędzy gorącą powierzchnią metalu a chłodziwem powoduje powstanie warstwy pary (znane jako zjawisko Leidenfrosta), ponieważ dopływ ciepła jest większy niż jego odprowadzenie. Stabilność warstwy pary, a tym samym zdolność oleju do hartowania stali, zależy od nieregularności powierzchni metalu, obecności tlenków, dodatków zwilżających powierzchnię (które przyspieszają zwilżanie i destabilizują warstwę) oraz składu molekularnego oleju hartowniczego (w tym obecności bardziej lotnych produktów ubocznych degradacji oleju). Chłodzenie na tym etapie jest funkcją przewodzenia przez otoczkę parową i jest stosunkowo powolne, ponieważ otoczka parowa działa jak izolator.
Wrzenie jądrowe
W miarę chłodzenia części, otoczka parowa zapada się w punktach i następuje wrzenie jądrowe (gwałtowne wrzenie środka hartowniczego). Na tym etapie wymiana ciepła jest najszybsza, a współczynniki wymiany ciepła są czasami o dwa rzędy wielkości wyższe niż podczas wrzenia warstwowego, głównie ze względu na ciepło parowania. Temperatura wrzenia chłodziwa decyduje o zakończeniu tego etapu. Punkty, w których następuje to przejście i szybkość wymiany ciepła w tym regionie zależą od ogólnego składu molekularnego oleju.
Konwekcyjna wymiana ciepła
Gdy część schłodzi się poniżej temperatury wrzenia chłodziwa, następuje powolne chłodzenie przez konwekcję i przewodzenie (zwane również etapem „ciekłym”). Szybkość chłodzenia podczas tego etapu jest powolna i zależy wykładniczo od lepkości oleju, która zmienia się wraz ze stopniem jego rozkładu. Szybkość wymiany ciepła wzrasta przy niższych lepkościach i maleje wraz ze wzrostem lepkości.
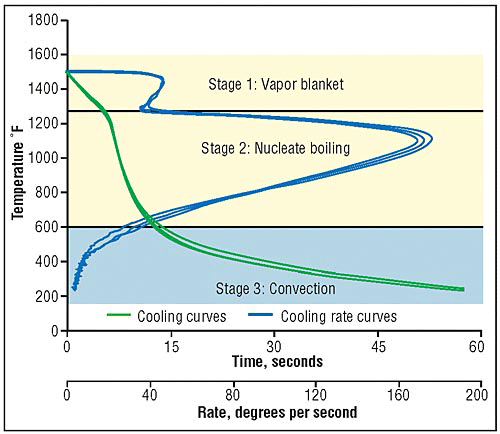
Figura 1 – Typowe krzywe chłodzenia i krzywe szybkości chłodzenia dla nowych olejów. Image credit: Vac Aero International Inc.
Idealny środek hartowniczy to taki, który wykazuje małą ilość lub brak fazy parowania, szybką fazę wrzenia zarodkowego i powolną szybkość podczas chłodzenia konwekcyjnego. Wysokie początkowe szybkości chłodzenia pozwalają na uzyskanie pełnej twardości poprzez hartowanie szybsze niż tzw. krytyczna szybkość przemiany, a następnie chłodzenie w wolniejszym tempie w miarę dalszego chłodzenia metalu. Pozwala to na wyrównanie naprężeń, redukując odkształcenia i pęknięcia w obrabianym przedmiocie.
Niniejszy film przedstawia hartowanie stali stopowej w oleju:
Video credit: groves28
Wybór oleju
Wybierając oleje hartownicze, nabywcy przemysłowi będą musieli rozważyć chemię, właściwości i cechy płynu, które są potrzebne do danego zastosowania.
Chemia
Skład chemiczny środków hartowniczych jest podstawowym czynnikiem przy wyborze najlepszego płynu do danego zastosowania.
- Oleje proste są produktami nieemulgującymi, stosowanymi w obróbce skrawaniem w postaci nierozcieńczonej. Składają się one z bazowych olejów mineralnych lub naftowych i często zawierają polarne środki smarne, takie jak tłuszcze, oleje roślinne i estry, a także dodatki do skrajnych ciśnień, takie jak chlor, siarka i fosfor. Oleje proste zapewniają najlepsze smarowanie i najgorszą charakterystykę chłodzenia wśród cieczy hartowniczych. Są one również ogólnie najbardziej ekonomiczne.
- Płyny rozpuszczalne w wodzie i emulsyjne to oleje o wysokim stopniu rozcieńczenia, znane również jako płyny o wysokiej zawartości wody (HWCF). Rozpuszczalne płyny olejowe tworzą emulsję po zmieszaniu z wodą. Koncentrat składa się z bazowego oleju mineralnego i emulgatorów, które pomagają w wytworzeniu stabilnej emulsji. Płyny te są stosowane w postaci rozcieńczonej o stężeniu od 3% do 10% i zapewniają dobre smarowanie i przenoszenie ciepła. Są one szeroko stosowane w przemyśle i są najmniej kosztowne spośród wszystkich płynów hartowniczych. Płyny rozpuszczalne w wodzie są stosowane jako emulsje woda-olej lub emulsje olej-woda. Emulsje typu woda w oleju mają ciągłą fazę olejową oraz doskonałe właściwości smarujące i zmniejszające tarcie (np. przy formowaniu i ciągnieniu metali). Emulsje typu olej-woda składają się z kropel oleju w ciągłej fazie wodnej i mają lepsze właściwości chłodzące (np. płyny do cięcia metalu i chłodziwa do szlifowania).
- Płyny syntetyczne lub półsyntetyczne lub smary oparte są na związkach syntetycznych, takich jak silikon, poliglikol, estry, diestry, chlorofluorowęglowodory (CFC) oraz mieszaniny płynów syntetycznych i wody. Płyny syntetyczne mają zwykle najwyższą odporność na ogień i koszt.Nie zawierają one bazy ropy naftowej lub oleju mineralnego, ale zamiast tego są sformułowane z organicznych i nieorganicznych związków alkalicznych z dodatkami hamującymi korozję. Płyny syntetyczne są zazwyczaj stosowane w postaci rozcieńczonej o stężeniu od 3% do 10%. Często zapewniają one najlepszą wydajność chłodzenia spośród wszystkich płynów do obróbki cieplnej. Niektóre syntetyki, takie jak estry fosforanowe, reagują lub rozpuszczają farbę, związki gwintów rurowych i izolację elektryczną. Płyny półsyntetyczne to zasadniczo połączenie płynów syntetycznych i rozpuszczalnych płynów z ropy naftowej lub olejów mineralnych. Charakterystyka, koszt i wydajność wymiany ciepła płynów półsyntetycznych mieszczą się pomiędzy płynami syntetycznymi i rozpuszczalnymi.
- Oleje mikrodyspersyjne zawierają dyspersję stałych cząstek smarujących, takich jak PTFE (Teflon®), grafit i dwusiarczek molibdenu lub azotek boru w mineralnej, naftowej lub syntetycznej bazie olejowej. Teflon® jest zastrzeżonym znakiem towarowym firmy DuPont.
Właściwości
Właściwości opisujące płyny do obróbki cieplnej mogą być sklasyfikowane jako pierwotne lub wtórne.
Pierwotne
Właściwości pierwotne to te, które opisują wydajność płynu. Obejmują one szybkość chłodzenia, przewodność cieplną, lepkość, zawartość wody i tworzenie osadów.
- Szybkość chłodzenia / hartowania – szybkość, z jaką płyn hartowniczy może chłodzić przedmiot obrabiany. Specyfikacja ta jest podawana jako stosunek w porównaniu do wody lub jako liczba na podstawie testu hartowniczego GM. The GM test (also called the „nickel ball” test) measures how long it takes for a nickel ball to be cooled to the point at which it becomes magnetic. The figure below gives an example of the setup for such a test.
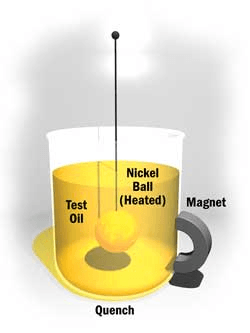
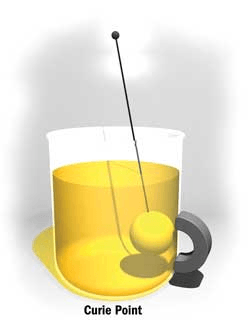
Figure 2 – GM quenchometer test apparatus. Image credit: Machinery Lubrication
This property does not give any information about the cooling pathway, however (as demonstrated in figure 3); it merely gives the time required to cool to a certain temperature.
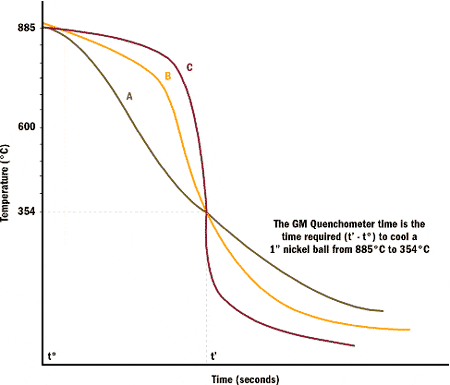
Figure 3 – Cooling curves for 3 different quenching oils with the same GM results. Image Credit: Machinery Lubrication
- Thermal conductivity – the measure of a fluid’s ability to transfer heat. Płyny hartownicze o wyższej przewodności cieplnej będą chłodzić metale szybciej niż te o niskiej przewodności cieplnej.
- Lepkość – gęstość płynu, zwykle mierzona w centystoksach (cSt). Wymiana ciepła podczas etapu konwekcji jest wykładniczo zależna od lepkości oleju, która będzie się zmieniać wraz ze stopniem rozkładu oleju. Rozkład oleju (tworzenie się szlamu i pokostu) powoduje początkowo zmniejszenie lepkości oleju, a następnie ciągły wzrost lepkości w miarę postępu degradacji. Współczynniki wymiany ciepła wzrastają przy niższych lepkościach i maleją wraz z ich wzrostem. Rysunek 4 pokazuje zmianę lepkości w czasie.
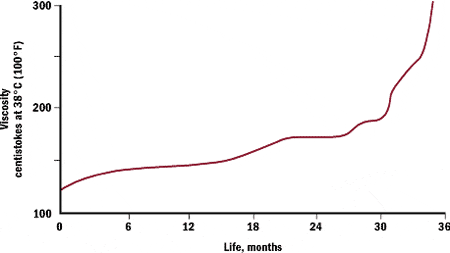
Figure 3 – Viscosity of a Martempering Oil as a Function of Time. Image Credit: Machinery Lubrication
- Zawartość wody – ilość wody w płynie hartowniczym. Woda, ponieważ nie jest kompatybilna z olejem i posiada inne właściwości fizyczne, takie jak lepkość i temperatura wrzenia, powoduje wzrost gradientów termicznych i może powodować powstawanie miękkich miejsc, nierównomierną twardość lub przebarwienia na obrabianym przedmiocie. Kiedy olej zanieczyszczony wodą jest podgrzewany, może być słyszalny dźwięk trzeszczenia; jest to podstawa jakościowego testu terenowego na obecność wody w oleju hartowniczym. Wiele automatycznych wykrywaczy wilgoci mierzy zazwyczaj poziom 0,5%, co jest nieodpowiednie dla poziomów zawartości wilgoci dopuszczalnych dla olejów hartowniczych (zazwyczaj poniżej 0,1%).
Wskazówka dotycząca wyboru: Oleje hartownicze wymagają zazwyczaj poziomów zawartości wilgoci poniżej 0,1%. Należy pamiętać, że wiele zautomatyzowanych detektorów wilgoci mierzy tylko do 0,5 procent.
- Zawartość szlamu – ilość szlamu i pokostu w płynie hartowniczym w wyniku degradacji termicznej i utleniającej. Te produkty uboczne zazwyczaj nie adsorbują się równomiernie na powierzchni metalu podczas hartowania, co powoduje nierównomierny transfer ciepła, zwiększone gradienty termiczne, pękanie i odkształcenia. Szlam może również zatykać filtry i zanieczyszczać powierzchnie wymienników ciepła, powodując przegrzanie, nadmierne pienienie i pożary. Względna ilość szlamu w oleju hartowniczym może być określona ilościowo za pomocą liczby opadów. Liczba ta może być użyta do oszacowania pozostałego okresu eksploatacji zużytego oleju poprzez porównanie go z poziomami w nowym oleju.
Niniejsze obrazy pokazują różnice w widmach analitycznych nowych i zdegradowanych olejów:
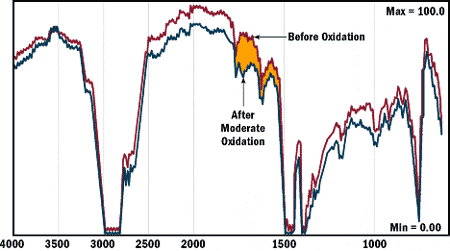
Figure 4A – IR Spectra of a New vs. Moderately Degradated Quench Oil. Image credit: Machinery Lubrication
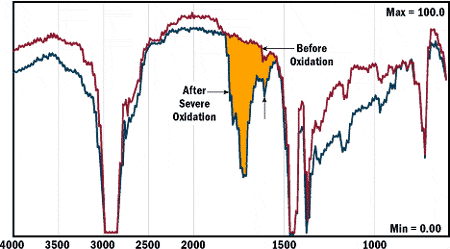
Rysunek 4B – Widmo IR nowego vs mocno zdegradowanego oleju hartowniczego. Image credit: Machinery Lubrication
Właściwości drugorzędne
Właściwości drugorzędne to te, które opisują parametry operacyjne płynu. Obejmują one temperaturę roboczą, temperaturę krzepnięcia i temperaturę zapłonu.
- Temperatura robocza – normalny zakres temperatur, do których płyn jest przeznaczony, lub maksymalna temperatura materiału, który płyn może bezpiecznie lub skutecznie schłodzić.
- Punkt krzepnięcia – najniższa temperatura, w której płyn lub olej płynie. Temperatura krzepnięcia jest zwykle o 15°F do 20°F niższa od najniższej temperatury końcowej systemu, aby zapobiec uszkodzeniu pompy przez kawitację.
- Temperatura zapłonu – temperatura, w której płyn wytwarza wystarczającą ilość oparów, aby utworzyć łatwopalną mieszaninę w powietrzu przy powierzchni. Im niższa temperatura zapłonu, tym łatwiej jest zapalić materiał. Aby zapewnić bezpieczny proces hartowania, należy wziąć pod uwagę temperatury robocze i procedury oraz temperaturę zapłonu oleju.
Wskazówka dotycząca wyboru: Minimalna temperatura zapłonu oleju w normalnych warunkach roboczych powinna wynosić 90°C (160°F) powyżej temperatury stosowanego oleju.
Właściwości
Oleje hartownicze i płyny do obróbki cieplnej mogą posiadać szereg dodatkowych właściwości, które zwiększają ich wszechstronność i funkcjonalność. Wśród nich są właściwości biodegradowalne, niskopieniące i wypierające wodę.
- Biodegradowalne – płyny są zaprojektowane lub odpowiednie do rozkładu lub rozpadu na nieszkodliwe substancje chemiczne po uwolnieniu do środowiska. Jest to przydatne w przypadku operacji o dużej objętości, gdzie koszty utylizacji zdegradowanych olejów mogłyby być bardzo wysokie.
- Niskopieniące – płyny nie wytwarzają piany lub wytwarzają tylko niewielkie ilości piany. Właściwości niepianotwórcze są osiągane dzięki zastosowaniu dodatków, które usuwają porwane powietrze. Nieszczelności, które wprowadzają powietrze do systemu mogą spowodować uszkodzenie pompy z powodu kawitacji. Piana może również zmniejszyć zdolność chłodzenia i moduł objętościowy (lub sztywność) płynu.
- Wypieranie wody – płyny mają zdolność do wypierania wody z powierzchni na podstawie charakterystyki zwilżania lub energii powierzchniowej. Płyny o niskiej energii powierzchniowej lub napięciu międzyfazowym w porównaniu z wodą będą płynąć pod wodą lub wilgocią na powierzchni.
.