 Los aceites de temple y los fluidos de tratamiento térmico están diseñados para el enfriamiento rápido o controlado del acero u otros metales como parte de un proceso de endurecimiento, templado u otro proceso de tratamiento térmico. El aceite de temple cumple dos funciones principales. Facilita el endurecimiento del acero mediante el control de la transferencia de calor durante el enfriamiento, y mejora la humectación del acero durante el enfriamiento para minimizar la formación de gradientes térmicos y de transformación no deseados que pueden conducir a un aumento de la distorsión y el agrietamiento.
Los aceites de temple y los fluidos de tratamiento térmico están diseñados para el enfriamiento rápido o controlado del acero u otros metales como parte de un proceso de endurecimiento, templado u otro proceso de tratamiento térmico. El aceite de temple cumple dos funciones principales. Facilita el endurecimiento del acero mediante el control de la transferencia de calor durante el enfriamiento, y mejora la humectación del acero durante el enfriamiento para minimizar la formación de gradientes térmicos y de transformación no deseados que pueden conducir a un aumento de la distorsión y el agrietamiento.
El aceite tiene una gran ventaja sobre el agua debido a su mayor rango de ebullición. Un aceite típico tiene un rango de ebullición entre 450ºF (230ºC) y 900ºF (480ºC). Esto hace que la etapa de enfriamiento convectivo, más lenta, comience antes, permitiendo la liberación de las tensiones de transformación, que es el principal problema del enfriamiento rápido con agua. Por lo tanto, el aceite es capaz de enfriar con éxito formas intrincadas y aleaciones de alta dureza.
El proceso de enfriamiento
Cuando se utilizan fluidos de tratamiento térmico para enfriar metales, el enfriamiento se produce en tres etapas distintas: ebullición en película, ebullición nucleada y transferencia de calor por convección.
Ebullición en película
La ebullición en película, también conocida como la etapa de «manto de vapor», se produce tras la inmersión inicial. El contacto entre la superficie metálica caliente y el quenchant crea una capa de vapor (conocida como fenómeno Leidenfrost) debido a que el aporte de calor es mayor que el que se desprende. La estabilidad de la capa de vapor, y por tanto la capacidad del aceite para endurecer el acero, depende de las irregularidades de la superficie del metal, de los óxidos presentes, de los aditivos humectantes de la superficie (que aceleran la humectación y desestabilizan la capa) y de la composición molecular del aceite de temple (incluida la presencia de subproductos de la degradación del aceite más volátiles). El enfriamiento en esta etapa es una función de la conducción a través de la envoltura de vapor y es relativamente lento ya que el manto de vapor actúa como un aislante.
Hervido nucleado
A medida que la pieza se enfría, el manto de vapor colapsa en algunos puntos y se produce el hervido nucleado (ebullición violenta del quenchant). La transferencia de calor es más rápida durante esta etapa, con coeficientes de transferencia de calor a veces superiores a dos órdenes de magnitud que durante la ebullición de la película, en gran parte debido al calor de vaporización. El punto de ebullición del quenchant determina la conclusión de esta etapa. Los puntos en los que se produce esta transición y la tasa de transferencia de calor en esta región dependen de la composición molecular global del aceite.
Transferencia de calor convectiva
Cuando la pieza se ha enfriado por debajo del punto de ebullición del quenchant, se produce un enfriamiento lento por convección y conducción (también llamado etapa «líquida»). La velocidad de enfriamiento durante esta etapa es lenta y depende exponencialmente de la viscosidad del aceite, que varía con el grado de descomposición del mismo. Las tasas de transferencia de calor aumentan con las viscosidades más bajas y disminuyen con el aumento de la viscosidad.
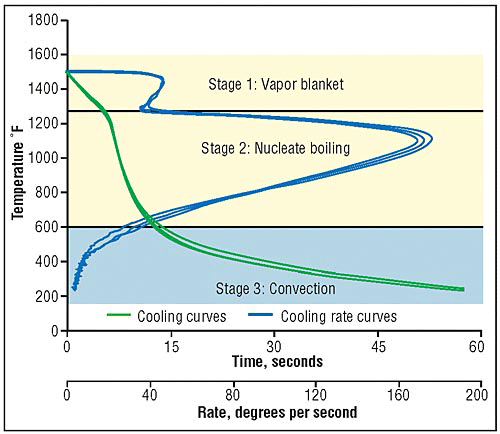
Figura 1 – Curvas típicas de enfriamiento y curvas de tasa de enfriamiento para aceites nuevos. Crédito de la imagen: Vac Aero International Inc.
El quenchant ideal es aquel que presenta una etapa de vapor escasa o nula, una etapa de ebullición nucleada rápida y una tasa lenta durante el enfriamiento convectivo. Las altas tasas de enfriamiento iniciales permiten el desarrollo de la dureza total al enfriar más rápido que la llamada tasa de transformación crítica y luego enfriar a una tasa más lenta a medida que el metal continúa enfriándose. Esto permite igualar las tensiones, reduciendo la distorsión y el agrietamiento en la pieza.
Este vídeo muestra el temple en aceite del acero de aleación:
Crédito del vídeo: groves28
Selección del aceite
Al seleccionar los aceites de temple, los compradores industriales tendrán que considerar la química, las propiedades y las características del fluido que se necesitan para la aplicación.
Química
La química de los medios de temple es la consideración principal a la hora de seleccionar el mejor fluido para la aplicación.
- Los aceites rectos son productos no emulsionables que se utilizan en operaciones de mecanizado en forma no diluida. Se componen de aceites minerales o de petróleo base, y a menudo contienen lubricantes polares como grasas, aceites vegetales y ésteres, así como aditivos de extrema presión como cloro, azufre y fósforo. Los aceites puros ofrecen la mejor lubricación y las peores características de refrigeración entre los fluidos de temple. También suelen ser los más económicos.
- Los fluidos solubles en agua y en emulsión son aceites muy diluidos, también conocidos como fluidos de alto contenido en agua (HWCF). Los fluidos oleosos solubles forman una emulsión cuando se mezclan con agua. El concentrado se compone de un aceite mineral base y de emulsionantes que ayudan a producir una emulsión estable. Estos fluidos se utilizan en forma diluida con concentraciones que oscilan entre el 3% y el 10%, y proporcionan un buen rendimiento de lubricación y transferencia de calor. Se utilizan ampliamente en la industria y son los menos costosos entre todos los fluidos de temple. Los fluidos solubles en agua se utilizan como emulsiones agua-aceite o emulsiones aceite-agua. Las emulsiones de agua en aceite tienen una fase continua de aceite y unas cualidades superiores de lubricación y reducción de la fricción (por ejemplo, en la conformación y embutición de metales). Las emulsiones de aceite en agua están formadas por gotas de aceite en una fase continua de agua y tienen mejores características de refrigeración (es decir, fluidos de corte de metales y refrigerantes de esmerilado).
- Los fluidos o grasas sintéticos o semisintéticos se basan en compuestos sintéticos como la silicona, el poliglicol, los ésteres, los diésteres, los clorofluorocarbonos (CFC) y las mezclas de fluidos sintéticos y agua. Los fluidos sintéticos suelen ser los más resistentes al fuego y los más costosos, ya que no contienen una base de petróleo o aceite mineral, sino que están formulados a partir de compuestos alcalinos orgánicos e inorgánicos con aditivos para inhibir la corrosión. Los fluidos sintéticos se utilizan generalmente en forma diluida con concentraciones que van del 3% al 10%. Suelen ofrecer el mejor rendimiento de refrigeración entre todos los fluidos de tratamiento térmico. Algunos sintéticos, como los ésteres de fosfato, reaccionan o disuelven la pintura, los compuestos de las roscas de las tuberías y el aislamiento eléctrico. Los fluidos semisintéticos son esencialmente una combinación de fluidos sintéticos y solubles de petróleo o aceite mineral. Las características, el coste y el rendimiento de la transferencia de calor de los fluidos semisintéticos se sitúan entre los de los fluidos de aceites sintéticos y solubles.
- Los aceites de microdispersión contienen una dispersión de partículas lubricantes sólidas como PTFE (Teflon®), grafito y disulfuro de molibdeno o nitruro de boro en una base de aceite mineral, de petróleo o sintético. Teflon® es una marca registrada de DuPont.
Propiedades
Las propiedades para describir los fluidos de tratamiento térmico pueden clasificarse como primarias o secundarias.
Primarias
Las propiedades primarias son las que describen el rendimiento del fluido. Entre ellas se encuentran la velocidad de enfriamiento, la conductividad térmica, la viscosidad, el contenido de agua y la formación de lodos.
- Tasa de enfriamiento/velocidad de enfriamiento: la velocidad a la que un fluido de enfriamiento puede enfriar una pieza de trabajo. Esta especificación se da como una relación en comparación con el agua o como un número basado en la prueba del quenchometer GM. The GM test (also called the «nickel ball» test) measures how long it takes for a nickel ball to be cooled to the point at which it becomes magnetic. The figure below gives an example of the setup for such a test.
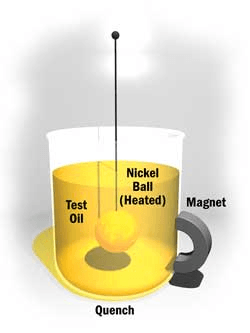
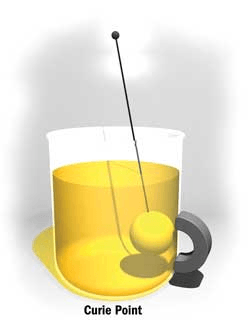
Figure 2 – GM quenchometer test apparatus. Image credit: Machinery Lubrication
This property does not give any information about the cooling pathway, however (as demonstrated in figure 3); it merely gives the time required to cool to a certain temperature.
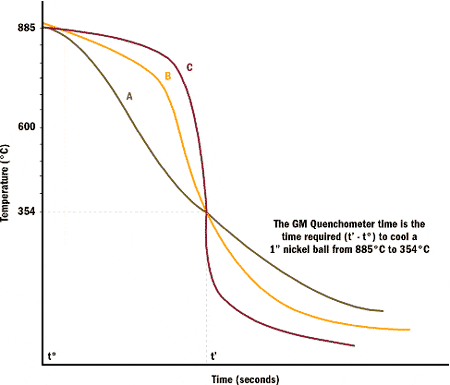
Figure 3 – Cooling curves for 3 different quenching oils with the same GM results. Image Credit: Machinery Lubrication
- Thermal conductivity – the measure of a fluid’s ability to transfer heat. Los fluidos de temple con mayor conductividad térmica enfriarán los metales más rápidamente que aquellos con baja conductividad térmica.
- Viscosidad – el espesor de un fluido, comúnmente medido en centistokes (cSt). La transferencia de calor durante la etapa convectiva depende exponencialmente de la viscosidad del aceite, que variará con el grado de descomposición del mismo. La descomposición del aceite (formación de lodos y barnices) dará lugar inicialmente a una reducción de la viscosidad del aceite, seguida de un aumento continuo de la viscosidad a medida que continúa la degradación. Las tasas de transferencia de calor aumentan con las viscosidades más bajas y disminuyen con el aumento de la viscosidad. La figura 4 muestra el cambio de viscosidad a lo largo del tiempo.
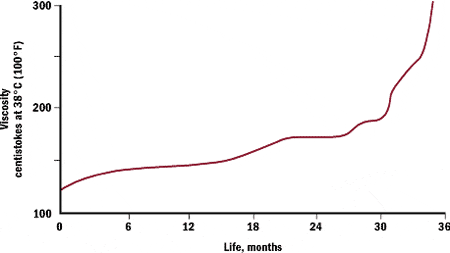
Figura 3 – Viscosidad de un aceite martemplado en función del tiempo. Image Credit: Machinery Lubrication
- Contenido de agua: la cantidad de agua en el fluido de temple. El agua, al no ser compatible con el aceite y poseer propiedades físicas diferentes, como la viscosidad y el punto de ebullición, provocará aumentos en los gradientes térmicos y puede causar puntos blandos, dureza desigual o manchas en la pieza. Cuando se calienta el aceite contaminado con agua, puede oírse un sonido crepitante; la base de una prueba cualitativa de campo para detectar agua en el aceite de temple. Muchos detectores de humedad automatizados suelen medir hasta un 0,5 por ciento, lo cual es inadecuado para los niveles de contenido de humedad permitidos para los aceites de temple (normalmente menos del 0,1 por ciento).
Consejo de selección: Los aceites de temple suelen requerir niveles de contenido de humedad inferiores al 0,1 por ciento. Tenga en cuenta que muchos detectores automáticos de humedad sólo miden hasta un 0,5 por ciento.
- Contenido de lodos: la cantidad de lodos y barnices en el fluido de temple como resultado de la degradación térmica y oxidativa. Estos subproductos no suelen adsorberse de manera uniforme en la superficie del metal mientras se enfría, lo que provoca una transferencia de calor no uniforme, un aumento de los gradientes térmicos, agrietamiento y distorsión. Los lodos también pueden obstruir los filtros y ensuciar las superficies de los intercambiadores de calor, provocando un sobrecalentamiento, un exceso de espuma e incendios. La cantidad relativa de lodos en el aceite de temple puede cuantificarse mediante el número de precipitación. Este número puede utilizarse para estimar la vida útil restante del aceite usado comparándolo con los niveles del aceite nuevo.
Estas imágenes muestran las diferencias en los espectros analíticos de los aceites nuevos y degradados:
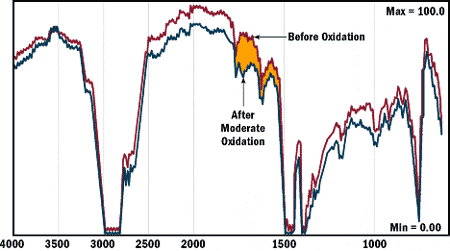
Figura 4A – Espectros IR de un aceite de temple nuevo frente a uno moderadamente degradado. Crédito de la imagen: Machinery Lubrication
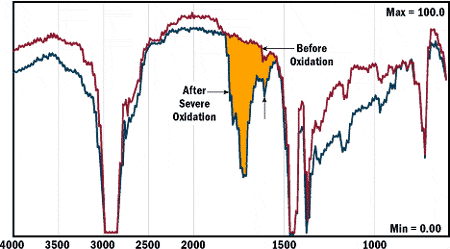
Figura 4B – Espectro IR de un aceite de enfriamiento nuevo frente a uno muy degradado. Crédito de la imagen: Machinery Lubrication
Propiedades secundarias
Las propiedades secundarias son las que describen los parámetros de funcionamiento de un fluido. Incluyen la temperatura de funcionamiento, el punto de fluidez y el punto de inflamación.
- Temperatura de funcionamiento: el rango normal de temperaturas para el que está diseñado el fluido, o la temperatura máxima del material que el fluido puede enfriar de forma segura o eficaz.
- Punto de fluidez: la temperatura más baja a la que fluye el fluido o el aceite. El punto de fluidez suele estar entre 15°F y 20°F por debajo de la temperatura de uso final más baja del sistema para evitar daños en la bomba por cavitación.
- Punto de inflamación: la temperatura a la que el fluido produce suficientes vapores como para formar una mezcla inflamable en el aire cerca de la superficie. Cuanto más bajo sea el punto de inflamación, más fácil será encender el material. Es necesario tener en cuenta las temperaturas y los procedimientos de funcionamiento junto con el punto de inflamación de un aceite para garantizar un proceso de temple seguro.
- Biodegradables: los fluidos están diseñados o son adecuados para descomponerse o desintegrarse en sustancias químicas inocuas cuando se liberan en el medio ambiente. Esto es útil para operaciones de gran volumen en las que los costes de eliminación de los aceites degradados podrían ser muy elevados.
- Bajo nivel de espuma – los fluidos no producen espuma o sólo producen pequeñas cantidades de espuma. Las características de no formación de espuma se consiguen mediante el uso de aditivos que rompen el aire arrastrado. Las fugas que introducen aire en un sistema pueden causar daños en la bomba debido a la cavitación. La formación de espuma también puede reducir la capacidad de refrigeración y el módulo de volumen (o rigidez) del fluido.
- Desplazamiento de agua: los fluidos tienen la capacidad de desplazar el agua de una superficie basándose en las características de humectación o energía superficial. Los fluidos con baja energía superficial o tensión interfacial en comparación con el agua fluirán bajo el agua o la humedad de una superficie.
Consejo de selección: el punto de inflamación mínimo de un aceite, en condiciones normales de funcionamiento, debe ser de 90°C (160°F) por encima de la temperatura del aceite que se esté utilizando.
Características
Los aceites de temple y los fluidos de tratamiento térmico pueden incluir una serie de características adicionales que añaden versatilidad y funcionalidad. Entre ellas se encuentran las características de biodegradabilidad, baja formación de espuma y desplazamiento de agua.