 Släckningsoljor och värmebehandlingsvätskor är utformade för snabb eller kontrollerad nedkylning av stål eller andra metaller som en del av en härdning, anlöpning eller annan värmebehandlingsprocess. Släckolja har två primära funktioner. Den underlättar härdningen av stål genom att kontrollera värmeöverföringen under avkylning, och den förbättrar fuktningen av stålet under avkylning för att minimera bildandet av oönskade värme- och omvandlingsgradienter som kan leda till ökad distorsion och sprickbildning.
Släckningsoljor och värmebehandlingsvätskor är utformade för snabb eller kontrollerad nedkylning av stål eller andra metaller som en del av en härdning, anlöpning eller annan värmebehandlingsprocess. Släckolja har två primära funktioner. Den underlättar härdningen av stål genom att kontrollera värmeöverföringen under avkylning, och den förbättrar fuktningen av stålet under avkylning för att minimera bildandet av oönskade värme- och omvandlingsgradienter som kan leda till ökad distorsion och sprickbildning.
Olja har en stor fördel jämfört med vatten på grund av dess högre kokpunktsintervall. En typisk olja har ett kokområde mellan 450ºF (230ºC) och 900ºF (480ºC). Detta gör att det långsammare konvektiva kylningssteget startar tidigare, vilket gör det möjligt att frigöra omvandlingsspänningar, vilket är det största problemet med snabb vattenkylning. Olja kan därför framgångsrikt avskärma invecklade former och legeringar med hög härdighet.
Avkylningsprocessen
När värmebehandlingsvätskor används för att avskärma metaller sker avkylningen i tre olika stadier: filmkokning, kärnkokning och konvektiv värmeöverföring.
Filmkokning
Filmkokning, även kallad ”ångtäcke”-stadiet, inträffar vid den första nedsänkningen. Kontakten mellan den heta metallytan och släckmedlet skapar ett lager av ånga (känt som Leidenfrost-fenomenet) på grund av att värmetillförseln är större än den som transporteras bort. Ånglagrets stabilitet, och därmed oljans förmåga att härda stålet, beror på metallens ojämnheter i ytan, förekommande oxider, ytfuktande tillsatser (som påskyndar fuktningen och destabiliserar lagret) och släckoljans molekylära sammansättning (inklusive närvaron av mer flyktiga biprodukter från oljenedbrytning). Nedkylningen i detta skede är en funktion av konduktion genom ånghöljet och är relativt långsam eftersom ångfilten fungerar som en isolator.
Kärnkokning
När detaljen kyls ner kollapsar ångfilten punktvis och kärnkokning (våldsam kokning av släckmedlet) uppstår. Värmeöverföringen är snabbast under detta skede, med värmeöverföringskoefficienter som ibland är över två storleksordningar högre än under filmkokning, vilket till stor del beror på förångningsvärmen. Kokpunkten för släckmedlet avgör hur detta skede avslutas. De punkter där denna övergång sker och värmeöverföringshastigheten i detta område beror på oljans övergripande molekylära sammansättning.
Konvektiv värmeöverföring
När detaljen har svalnat under kokpunkten för släckmedlet sker en långsam nedkylning genom konvektion och konduktion (även kallat det ”flytande” skedet). Nedkylningshastigheten under detta skede är långsam och exponentiellt beroende av oljans viskositet, som varierar med graden av oljenedbrytning. Värmeöverföringshastigheten ökar med lägre viskositet och minskar med ökande viskositet.
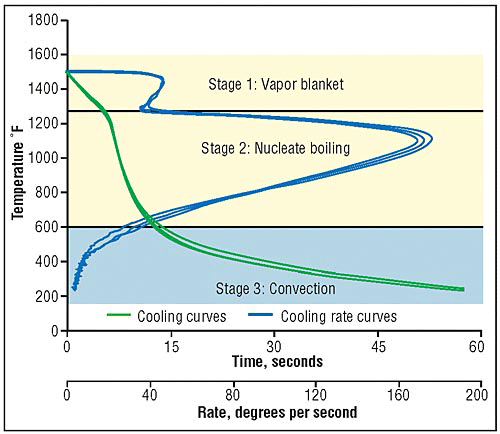
Figur 1 – Typiska avkylningskurvor och avkylningshastighetskurvor för nya oljor. Bild: Vac Aero International Inc.
Den idealiska släckmedlet är ett som uppvisar litet eller inget ångstadium, ett snabbt kärnkokningsstadium och en långsam hastighet vid konvektiv kylning. De höga initiala avkylningshastigheterna gör det möjligt att utveckla full hårdhet genom att avkylningen sker snabbare än den så kallade kritiska omvandlingshastigheten och att den sedan kyls av med en långsammare hastighet när metallen fortsätter att svalna. Detta möjliggör spänningsutjämning, vilket minskar distorsion och sprickbildning i arbetsstycket.
Denna video visar oljeavkylning av legerat stål:
Videokredit: groves28
Voljeval
När de industriella inköparna väljer avkylningsoljor måste de ta hänsyn till vätskeformens kemi, egenskaper och egenskaper som behövs för tillämpningen.
Kemi
Avsläckningsmedlens kemi är det viktigaste vid valet av den bästa vätskan för applikationen.
- Rätoljor är icke-emulgerbara produkter som används vid maskinbearbetning i outspädd form. De består av basmineral- eller petroleumoljor och innehåller ofta polära smörjmedel som fetter, vegetabiliska oljor och estrar samt tillsatser för extrema tryck som klor, svavel och fosfor. Raka oljor ger den bästa smörjningen och de sämsta kylningsegenskaperna bland släckningsvätskor. De är också i allmänhet de mest ekonomiska.
- Vattenlösliga vätskor och emulsionsvätskor är starkt utspädda oljor, även kallade vätskor med hög vattenhalt (HWCF). Lösliga oljevätskor bildar en emulsion när de blandas med vatten. Koncentratet består av en basmineralolja och emulgeringsmedel som hjälper till att producera en stabil emulsion. Dessa vätskor används i utspädd form med koncentrationer på mellan 3 och 10 % och ger god smörjning och värmeöverföring. De används i stor utsträckning inom industrin och är de billigaste av alla släckningsvätskor. Vattenlösliga vätskor används som vatten-oljeemulsioner eller olje-vattenemulsioner. Vatten-i-olja-emulsioner har en kontinuerlig fas av olja och överlägsna smörj- och friktionsreducerande egenskaper (t.ex. vid formning och dragning av metall). Oljevattenemulsioner består av oljedroppar i en kontinuerlig vattenfas och har bättre kylningsegenskaper (t.ex. metallskärningsvätskor och slipkylmedel).
- Syntetiska eller halvsyntetiska vätskor eller fetter är baserade på syntetiska föreningar som silikon, polyglykol, estrar, diester, klorfluorkarboner (CFC) och blandningar av syntetiska vätskor och vatten. Syntetiska vätskor tenderar att ha det högsta brandmotståndet och den högsta kostnaden. De innehåller ingen petroleum- eller mineraloljebas, utan är i stället sammansatta av organiska och oorganiska alkaliska föreningar med tillsatser för korrosionsinhibering. Syntetiska vätskor används i allmänhet i utspädd form med koncentrationer på mellan 3 och 10 %. De ger ofta den bästa kylprestandan bland alla värmebehandlingsvätskor. Vissa syntetiska vätskor, t.ex. fosfatestrar, reagerar eller löser upp färg, rörgängor och elektrisk isolering. Halvsyntetiska vätskor är i huvudsak en kombination av syntetiska och lösliga petroleum- eller mineraloljevätskor. Halvsyntetiska vätskors egenskaper, kostnad och värmeöverföringsprestanda ligger mellan dem för syntetiska vätskor och oljelösliga vätskor.
- Mikrodispersionsoljor innehåller en dispersion av fasta smörjmedelspartiklar, t.ex. PTFE (Teflon®), grafit, molybdendisulfid eller bornitrid, i en mineral-, petroleum- eller syntetisk oljebas. Teflon® är ett registrerat varumärke som tillhör DuPont.
Egenskaper
Egenskaper för att beskriva värmebehandlingsvätskor kan klassificeras som antingen primära eller sekundära.
Primär
Primära egenskaper är de som beskriver vätskans prestanda. Dessa inkluderar kylhastighet, värmeledningsförmåga, viskositet, vattenhalt och slambildning.
- Kylhastighet/släckningshastighet – den hastighet med vilken en släckningsvätska kan kyla ett arbetsstycke. Denna specifikation anges antingen som ett förhållande i jämförelse med vatten eller som ett tal baserat på GM:s släckmätartest. The GM test (also called the ”nickel ball” test) measures how long it takes for a nickel ball to be cooled to the point at which it becomes magnetic. The figure below gives an example of the setup for such a test.
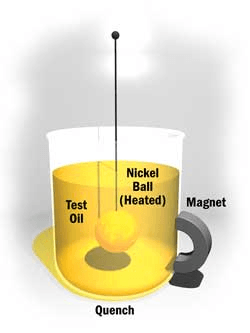
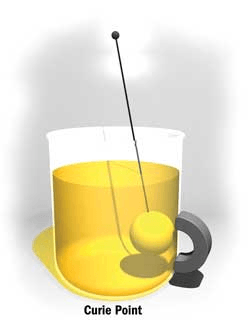
Figure 2 – GM quenchometer test apparatus. Image credit: Machinery Lubrication
This property does not give any information about the cooling pathway, however (as demonstrated in figure 3); it merely gives the time required to cool to a certain temperature.
Figure 3 – Cooling curves for 3 different quenching oils with the same GM results. Image Credit: Machinery Lubrication
- Thermal conductivity – the measure of a fluid’s ability to transfer heat. Avkylningsvätskor med högre värmeledningsförmåga kyler metaller snabbare än de med låg värmeledningsförmåga.
- Viskositet – en vätskas tjocklek, vanligen mätt i centistokes (cSt). Värmeöverföringen under det konvektiva skedet är exponentiellt beroende av oljans viskositet, som kommer att variera med graden av oljenedbrytning. Oljans nedbrytning (bildning av slam och lack) kommer inledningsvis att resultera i en minskning av oljans viskositet som följs av en kontinuerligt ökande viskositet när nedbrytningen fortsätter. Värmeöverföringshastigheten ökar med lägre viskositet och minskar med ökad viskositet. Figur 4 visar viskositetsförändringen över tiden.
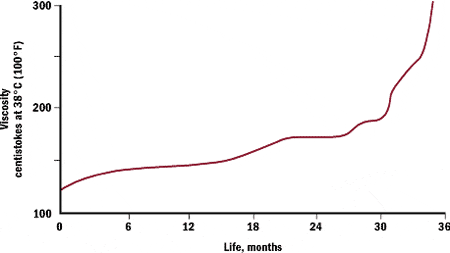
Figur 3 – Viskositeten hos en Martempereringsolja som en funktion av tiden. Image Credit: Machinery Lubrication
- Vattenhalt – mängden vatten i släckningsvätskan. Vatten, eftersom det inte är kompatibelt med olja och har olika fysikaliska egenskaper som viskositet och kokpunkt, kommer att orsaka ökningar av termiska gradienter och kan orsaka mjuka fläckar, ojämn hårdhet eller fläckar på arbetsstycket. När vattenkontaminerad olja värms upp kan ett knastrande ljud höras, vilket utgör grunden för ett kvalitativt fälttest för vatten i släckolja. Många automatiserade fuktdetektorer mäter vanligtvis så lågt som 0,5 procent, vilket är otillräckligt för de fuktinnehållsnivåer som tillåts för quencholjor (vanligtvis mindre än 0,1 procent).
Väljartips: Quencholjor kräver vanligtvis fuktinnehållsnivåer under 0,1 procent. Tänk på att många automatiserade fuktdetektorer endast mäter så lågt som 0,5 procent.
- Slamhalt – mängden slam och lack i släckningsvätskan till följd av termisk och oxidativ nedbrytning. Dessa biprodukter adsorberar vanligtvis inte jämnt på metallens yta när den släckes, vilket resulterar i ojämn värmeöverföring, ökade termiska gradienter, sprickbildning och distorsion. Slammet kan också täppa till filter och belasta värmeväxlarytor, vilket kan leda till överhettning, överdriven skumning och bränder. Den relativa mängden slam i släckolja kan kvantifieras med hjälp av utfällningstalet. Detta tal kan användas för att uppskatta den återstående livslängden för begagnad olja genom att jämföra det med nivåerna i ny olja.
Dessa bilder visar skillnaderna i analytiska spektrum för nya och nedbrutna oljor:
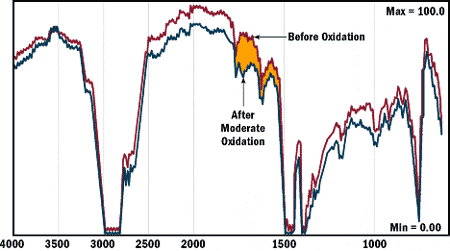
Figur 4A – IR-spektra för en ny vs. måttligt nedbruten släckolja. Bild: Machinery Lubrication
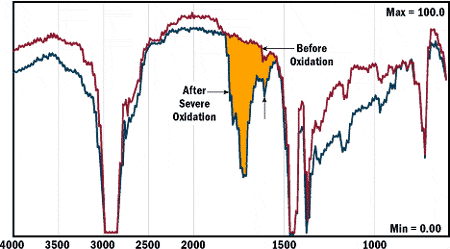
Figur 4B – IR-spektra av en ny respektive kraftigt nedbruten släckolja. Image credit: Machinery Lubrication
Sekundära
Sekundära egenskaper är de som beskriver en vätskas driftsparametrar. De omfattar driftstemperatur, hällpunkt och flampunkt.
- Driftstemperatur – det normala temperaturintervallet som vätskan är konstruerad för, eller den högsta temperaturen på material som vätskan kan kyla på ett säkert eller effektivt sätt.
- Hällpunkt – den lägsta temperaturen vid vilken vätska eller olja flyter. Hällpunkten ligger vanligtvis 15°F till 20°F under systemets lägsta slutanvändningstemperatur för att förhindra pumpskador genom kavitation.
- Flampunkt – den temperatur vid vilken vätskan producerar tillräckliga ångor för att bilda en antändbar blandning i luft nära ytan. Ju lägre flampunkt desto lättare är det att antända materialet. Driftstemperaturer och förfaranden måste beaktas tillsammans med en oljes flampunkt för att säkerställa en säker avkylningsprocess.
Väljartips: Den lägsta flampunkten för en olja, under normala driftsförhållanden, bör ligga 90°C (160°F) över den oljetemperatur som används.
Funktioner
Avkylningsoljor och värmebehandlingsvätskor kan inkludera ett antal ytterligare funktioner som ökar mångsidigheten och funktionaliteten. Bland dessa finns biologiskt nedbrytbara, lågskummande och vattenförskjutande egenskaper.
- Biologiskt nedbrytbara – vätskor är utformade eller lämpliga för att sönderdelas eller brytas ner till ofarliga kemikalier när de släpps ut i miljön. Detta är användbart för verksamheter med stora volymer där kostnaderna för bortskaffande av nedbrutna oljor annars kan bli mycket höga.
- Lågskummande – vätskor producerar inte skum eller producerar endast små mängder skum. Icke skummande egenskaper uppnås genom användning av tillsatser som bryter ut medtagen luft. Läckor som för in luft i ett system kan orsaka pumpskador på grund av kavitation. Skumbildning kan också minska vätskans kylförmåga och bulkmodul (eller styvhet).
- Vattenförskjutning – vätskor har förmågan att förskjuta vatten från en yta baserat på vätnings- eller ytenergiegenskaper. Vätskor med låg ytenergi eller gränssnittsspänning jämfört med vatten kommer att flyta under vatten eller fukt på en yta.